
Схемы сборки гофротруб
Скачать инструкцию на сборку металлических гофрированных конструкций (752 Кб)
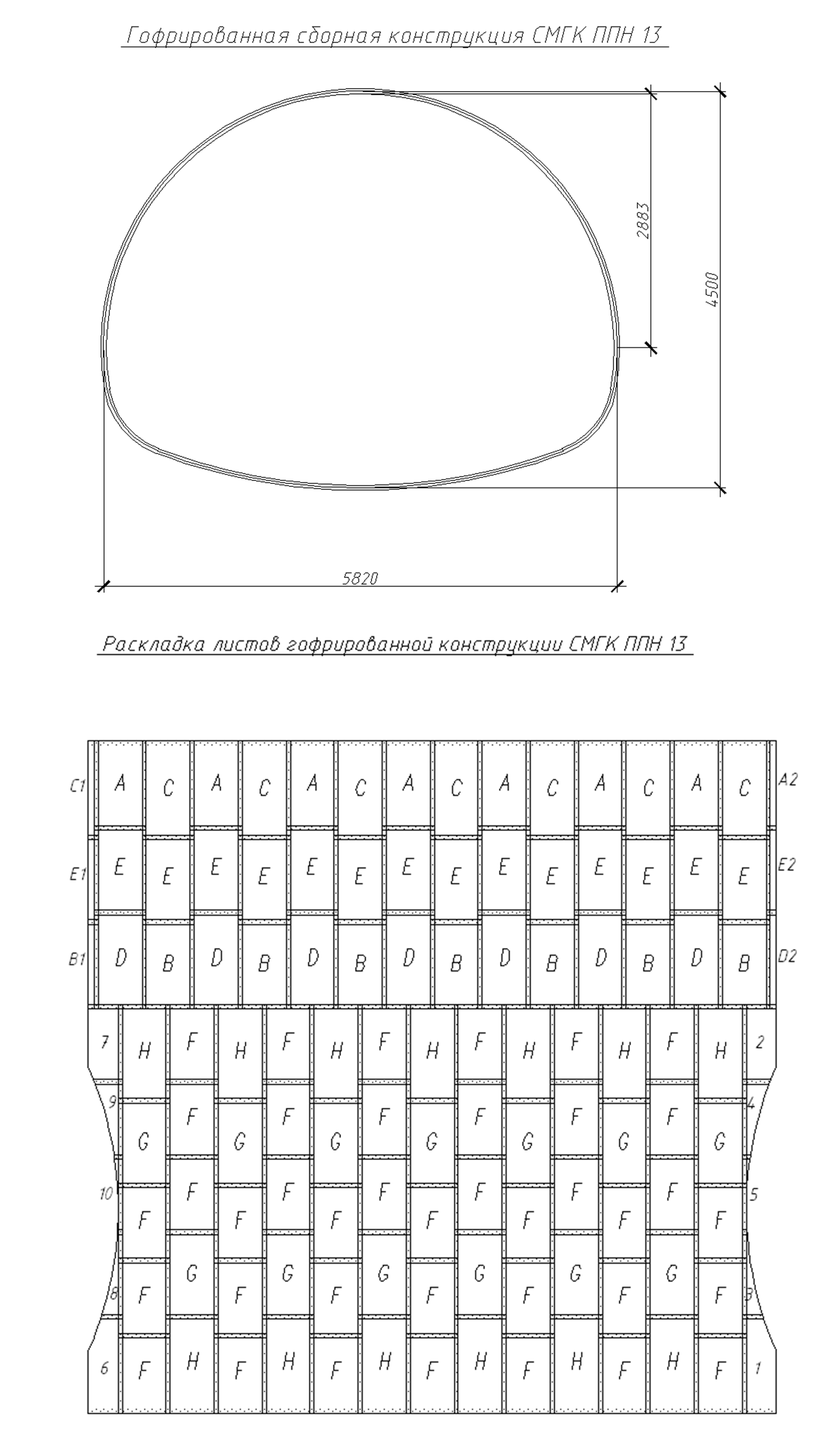
Скачать раскладку листов — сборочный чертеж (СТО 05765820-001-2014) (328 Кб)
Скачать раскладку листов — сборочный чертеж (СТО 05765820-003-2014) (137 Кб)
Скачать раскладку листов — сборочный чертеж (СТО 05765820-004-2014) (115 Кб)
Инструкция на сборку металлических гофрированных конструкций
1 Общие положения
Перед сборкой металлических гофрированных конструкций (МГК) необходимо ознакомиться с требованиями настоящей инструкции и требований источников: «Методические рекомендации по применению металлических гофрированных труб» распоряжение Росавтодора (Российского дорожного агентства) от 17.06.2002 № ОС-542-р, ВСН 176-78 «Инструкция по проектированию и постройке металлических гофрированных водопропускных труб».
1.1 Металлическую гофрированную конструкцию (МГК) Ду до 3м с болтовыми стыками внахлестку, следует собирать из секций, предварительно собранных на полигоне, или непосредственно на месте (вблизи места) укладки из отдельных элементов. Сооружения арочного типа и круглые МГК большого диаметра собирают из отдельных элементов на строительной площадке. В этом случае рекомендуется на полигоне проводить укрупнение элементов до габаритов, удобных к транспортировке.
Длина секций назначается из заданных проектных длин МГК. На одном сооружение возможно применение секций различных длин. При назначении длин секций необходимо учитывать возможности транспортных средств для перевозки конструкций на строительную площадку. Длины секций рекомендуется принимать не более 10м. В промежуточных секциях число звеньев должно быть нечетным.
1.2 Сборку МГК следует осуществлять согласно монтажной схеме, имеющейся в проекте производства работ. Монтажная схема определяет:
— порядок установки гофрированных элементов при сборке и объединении секций;
— порядок перевозки секций;
— порядок установки болтов;
— схему специальных стяжек и подмостей для крепления МГК диаметром более 2м в поперечном сечении во время сборки;
1.3 Проект производства работ (ППР) должен учитывать особенности установки металлоконструкций в проектное положение в зависимости от верхнего очертания подушки под МГК. При основании, спланированном без устройства ложа, допускается сборка МГК (параллельно проектной оси сооружения) и последующая накатка ее в проектное положение.
1.4 Все элементы МГК, материалы, инструменты и оборудование должны быть завезены на строительную площадку до начала сборки.
При сборке «с колес» доставляются только отдельные элементы для объединения секций. При спрофилированном ложе основания МГК следует устанавливать краном.
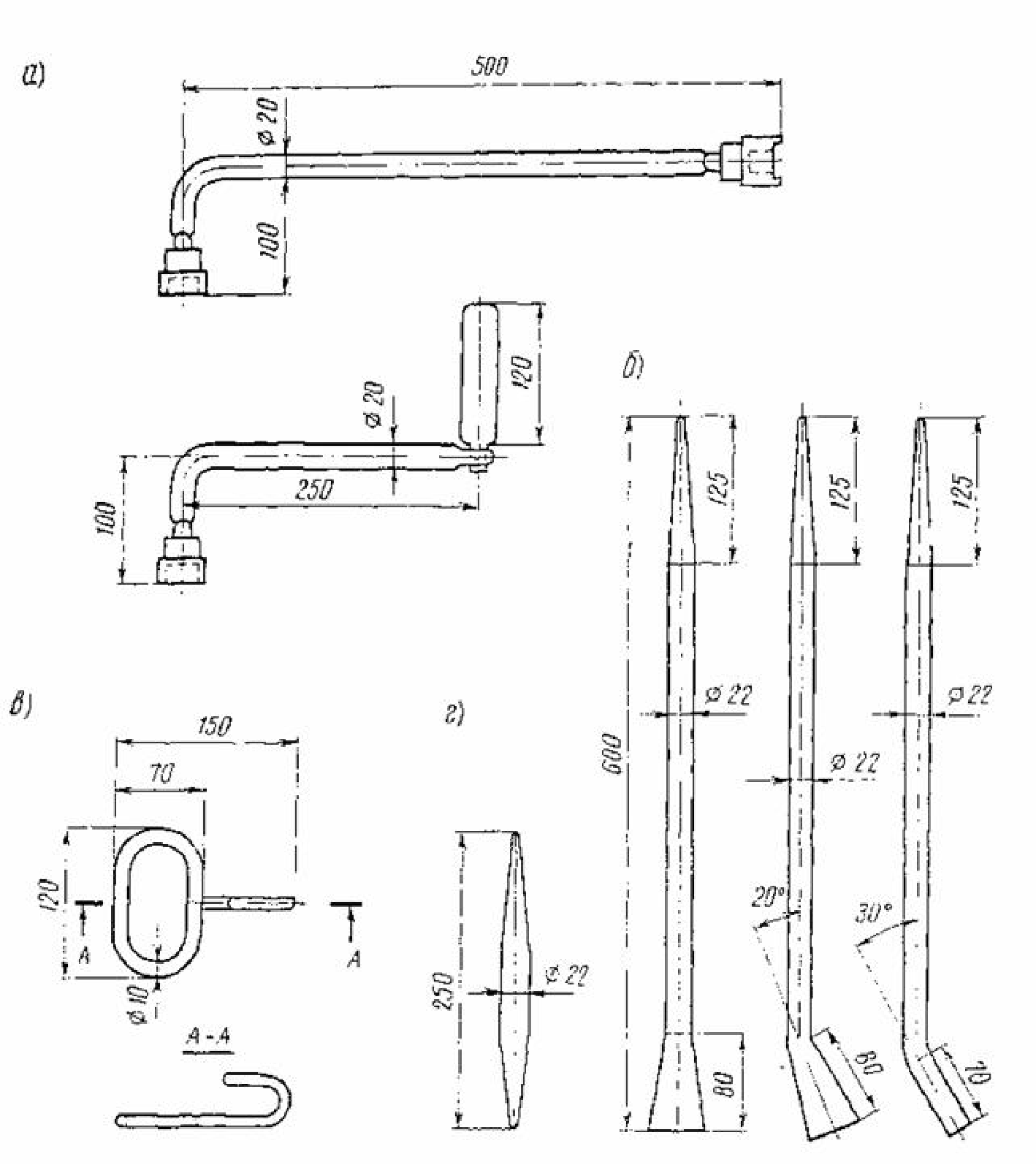
1.5 При сборке МГК следует использовать комплект инструмента: торцевые ключи (а), ломики (б), крюки с кольцами (е), оправки (г), электрические и пневматические гайковерты, молотки.
1.6 Монтаж МГК с монолитными или сборными оголовками должен начинаться со сборки фундаментной части низового оголовка с последующей укладкой металлических конструкций сооружения (секций, элементов) и завершением устройства оголовков.
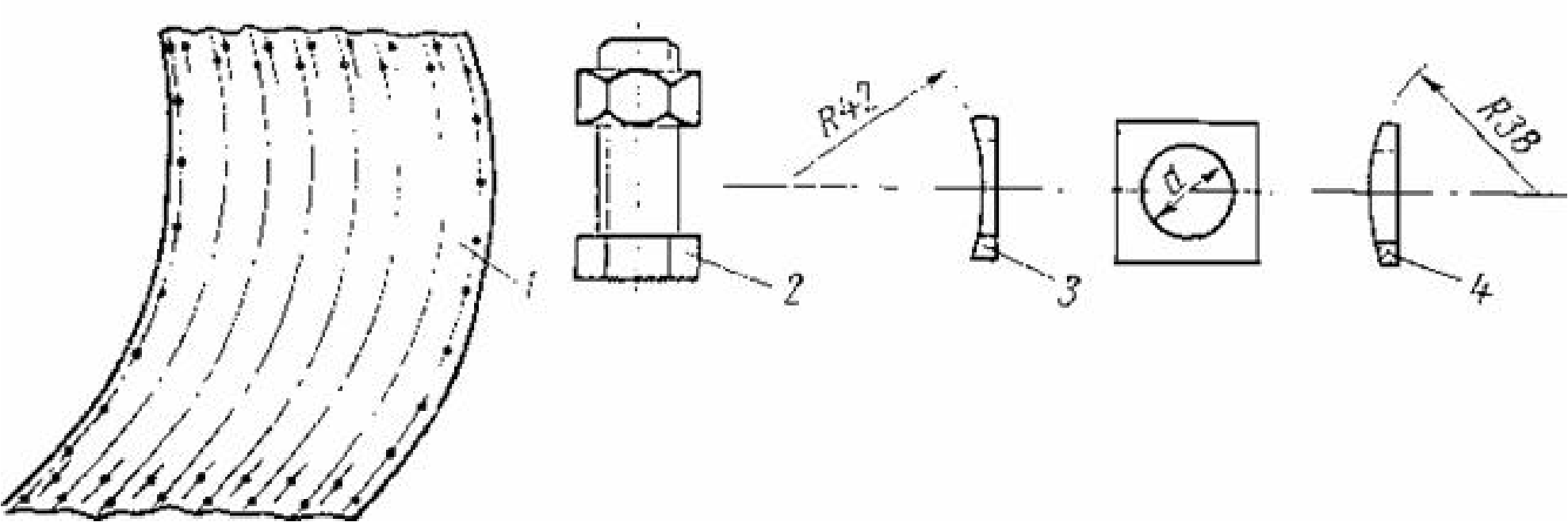
1.7 Монтаж металлической гофрированной трубы из отдельных элементов, изготовленных на заводе, осуществляют с помощью сферических болтов и гаек. Для гофра 130х32,5 мм допускается монтаж при помощи болтов, гаек и шайб. Шайбы специальные — одна плосковыпуклая, другая плосковогнутая. Шайбы необходимо устанавливать так, чтобы их криволинейные поверхности были обращены к элементам труб, а плоские к головкам болтов или к гайкам
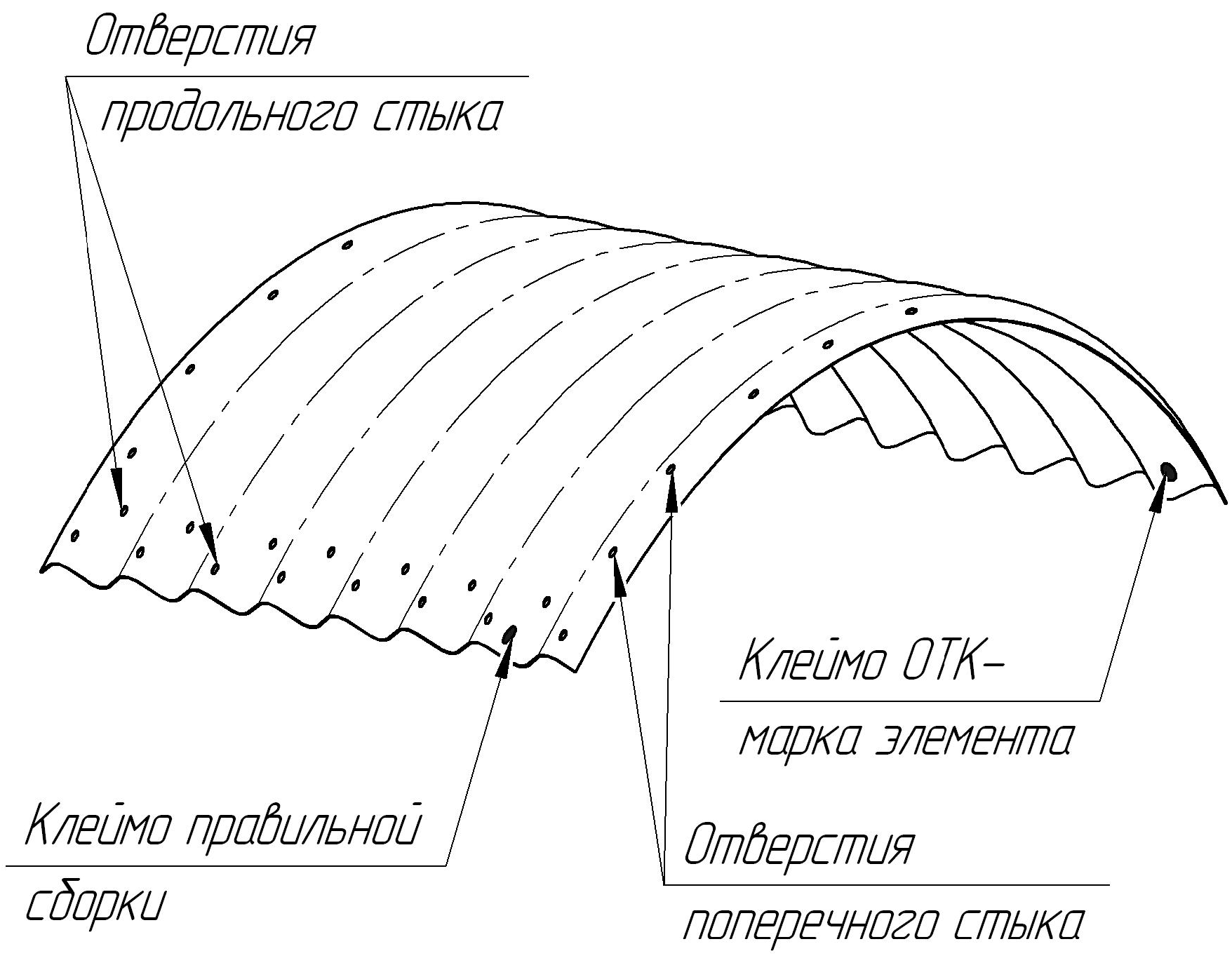
1.8 Перед началом работ следует проверить наличие маркировки, отбраковать элементы, выправить погнутые места деревянным молотком и разложить элементы и ящики с крепежом вдоль оси конструкции.
При отбраковке элементов и крепежа следует проверять маркировку элементов, геометрические размеры элементов и крепежа, качество защитного покрытия.
На каждом гофрированном листе должны быть указаны марка элемента — клеймо ОТК и клеймо правильной сборки.
Марка элемента условно показывает:
— параметры гофра;
— диаметр условного прохода МГК;
— толщину металла элемента;
На каждом пакете гофрированных элементов должна быть бирка с указанием марки элемента, марки стали, толщины элемента, диаметр условного прохода МГК, наименование завода изготовителя, года выпуска. Геометрические размеры элементов конструкции и крепежа должны отвечать требованиям проекта.
Соприкасающиеся поверхности элементов и крепежа необходимо очистить от грязи и посторонних частиц.
2 Сборка секций МГК
2.1 Перед сборкой секций МГК необходимо выполнить подготовительные работы: разместить гофрированные элементы, окаймляющие конструкции, ящики с крепежом, необходимый инструмент. При необходимости использовать передвижную электростанцию и компрессор.
В случае отсутствия на месте строительства ровной площадки, сборку МГК следует производить на подготовленных деревянных подмостях, расположенных вблизи проектной оси МГК
2.2 Сборку трубы рекомендуется осуществлять по одной из двух принципиальных схем.
Схема№1(рис.1): при сборке трубы диаметром 1,5 м из трех элементов в звене вначале раскладывают нижние элементы на длину секции или трубы и объединяют их тремя-четырьмя болтами, устанавливаемыми в средней части элементов. Раскладку производят со сдвижкой соседних элементов на величину, кратную шагу болтов поперечных стыков. Строго соблюдают однотипность сборки вдоль всей трубы, соблюдая, чтобы продольные стыки всех четных элементов были расположены на одной прямой, а нечетных — на другой. Затем устанавливают два других элемента звена. Завершающая операция сборки — постановка и затяжка всех болтов. Если болты затягивают до окончания сборки всей трубы или секции, то наблюдают, чтобы между звеном, в котором затягивают болты, и собираемым было не меньше трёх звеньев с наживленными болтами.
Важнейшее обстоятельство, определяющее качество сборки — правильное взаимоположение элементов в звене (в продольных стыках звеньев). Взаимное расположение элементов в продольных стыках всех звеньев должно быть однотипным. Это достигается тем, что один конец элемента накладывают изнутри трубы, а другой снаружи.
В местах стыковки трех элементов не должно быть соприкосновения двух из них, входящих в одно звено. При этом надо, чтобы болтовые отверстия второго от кромки листа ряда (с внутренней поверхности трубы) находились на гребнях гофров, направленных внутрь трубы.
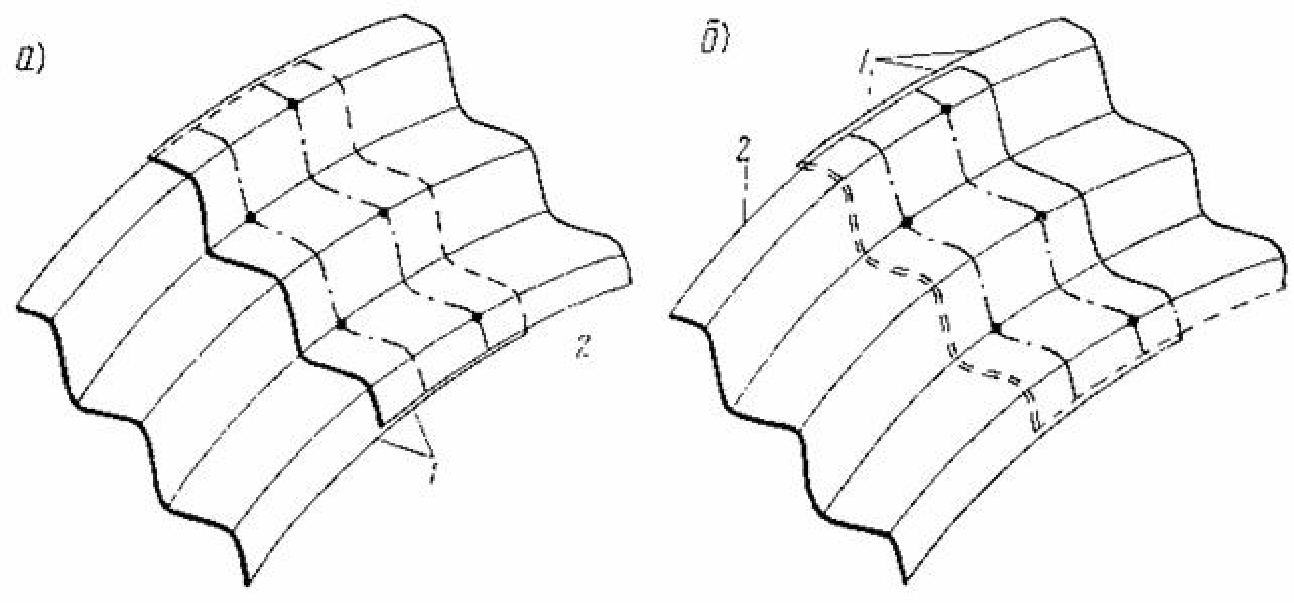
Расположением болтов и отличается правильный стык от неправильного. Для монтажа секции нужно назначать их длину так, чтобы они имели нечетное число звеньев. Тогда не возникнет трудностей при стыковке секций и не нарушится общая схема расположения элементов в трубе. Это правило не обязательно для крайних секций. В целях облегчения стыковки секций на концевых звеньях три крайних болта в продольных стыках не ставят, а остальные не затягивают. Для сборки труб диаметром 2 м и больше применяют специальные стяжки и подмости, причем внутренние и наружные для труб диаметром 3 м и только наружные для труб диаметром 2 м. Стяжки предназначены для временного крепления элементов в поперечном сечении трубы.
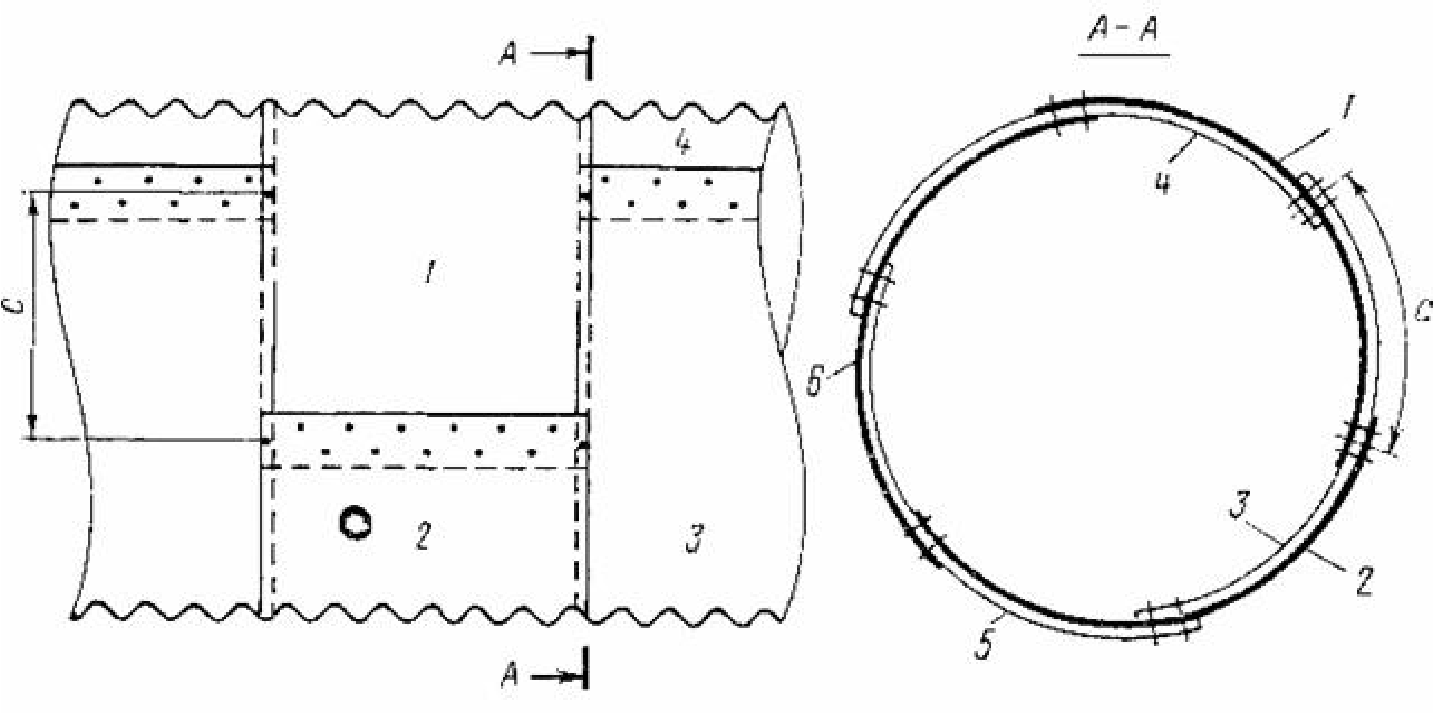
Схема №2(рис.2): первоначально монтируют отдельные звенья, из которых затем собирают секции труб, или сами трубы. Для сборки отдельных звеньев элементы ставят вертикально на сборочной площадке, обеспечивая правильное положение стыковки, для чего один рабочий находится внутри звена, второй — снаружи. Болты в количестве трех-четырех ставят только в средней части звена. Собранное звено опрокидывают и откатывают. Затем два звена расставляют на определенном расстоянии и заводят нижний элемент соединительного звена с соблюдением правил, т.е. смещают линию продольных стыков на величину, кратную шагу болтов поперечных стыков, и тоже следят, чтобы взаимное положение элементов в продольных стыках было однотипным, а в месте стыковки трех элементов элементы одного звена не соприкасались. Затем ставят все болты в поперечных стыках и добавляют их в продольных. Исключение составляют отверстия по краям концевых звеньев. Таким же образом собирают еще одну секцию из трех звеньев, и, стыкуя ее с первой, получают секцию из семи звеньев. При необходимости можно к секции из трех звеньев присоединить еще одно звено и получить секцию из четырех звеньев.
Секцию или трубу с четным числом звеньев получают путем удлинения ранее собранной. По концам трубы на крайних звеньях монтируют окаймляющие уголки. Это можно сделать и на базе, устанавливая их на концах крайних секций. Окаймляющие уголки устанавливают, когда в продольных стыках крайних звеньев поставлено неполное число болтов. Таким образом, перед укладкой трубы на проектную ось имеют или привезенные с базы секции, или полностью смонтированную трубу. В первом случае стыкуют секции в трубу полной длины, а затем укладывают ее в проектное положение с помощью кранов. Так же укладывают и полностью смонтированную трубу.
Основное средство защиты металлических гофрированных труб от коррозии — цинковое покрытие.
Дополнительное защитное покрытие делают из полимерных эмалей и битумных мастик. Такое покрытие можно устраивать или по всей поверхности трубы, т.е. снаружи и изнутри, или же только снаружи (указания об этом, а также о составе покрытия содержатся в проекте). Вид защитного покрытия зависит от степени агрессивности воды и грунта в зоне трубы
3. Правила безопасности при сборке МГК
Правила безопасности при сборке МГК должны регламентироваться производителем работ и соответствовать требованиям: «Методических рекомендаций по применению металлических гофрированных труб. Распоряжение Росавтодора (Российского дорожного агентства) от 17.06.2002 N OC-542-р.я и «ВСН 176-78 (Минтранстрой СССР, МПС СССР)
Инструкции по проектированию и постройке металлических гофрированных водопропускных труб».
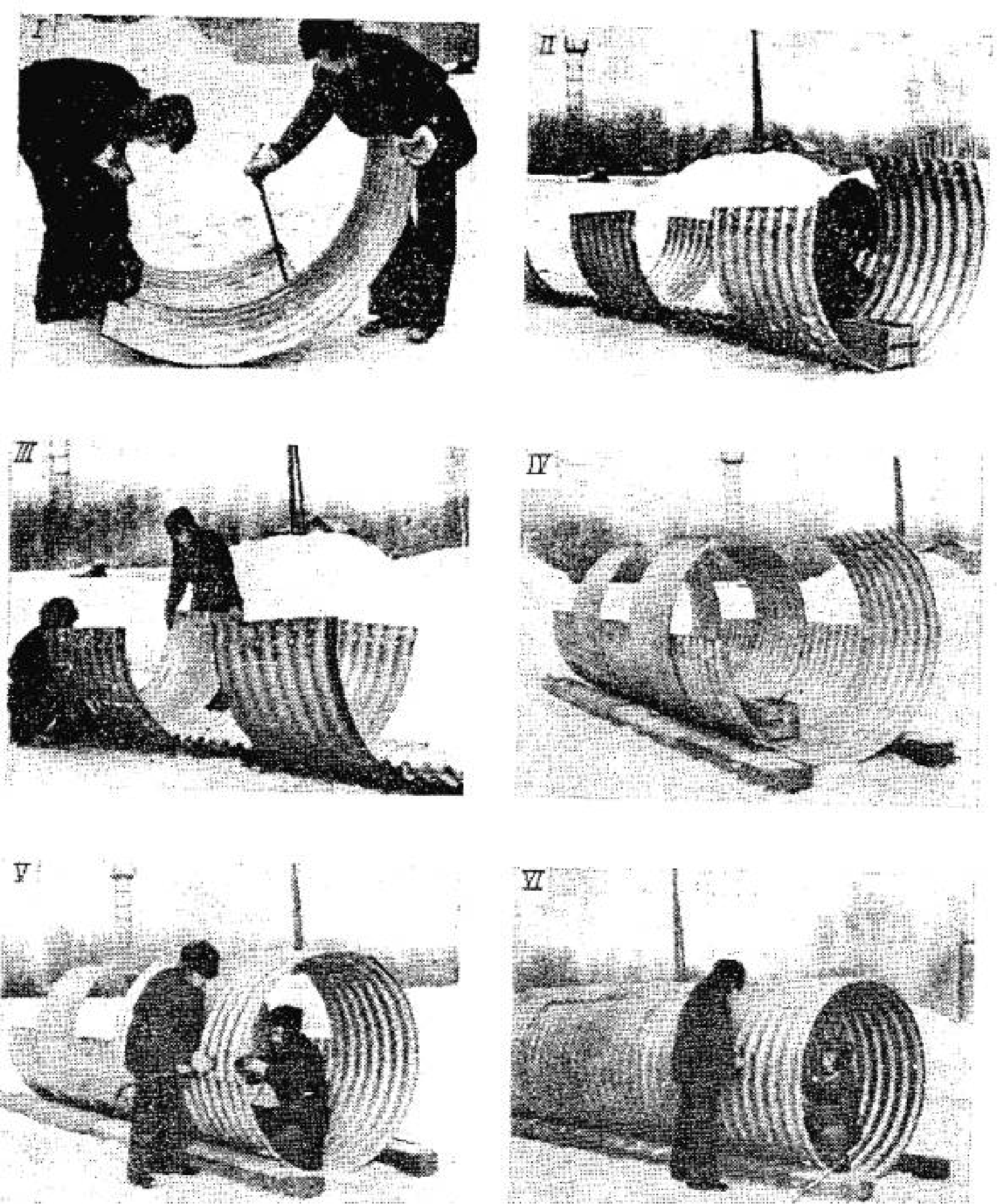
Рис.1 Последовательность монтажа труб по первой схеме
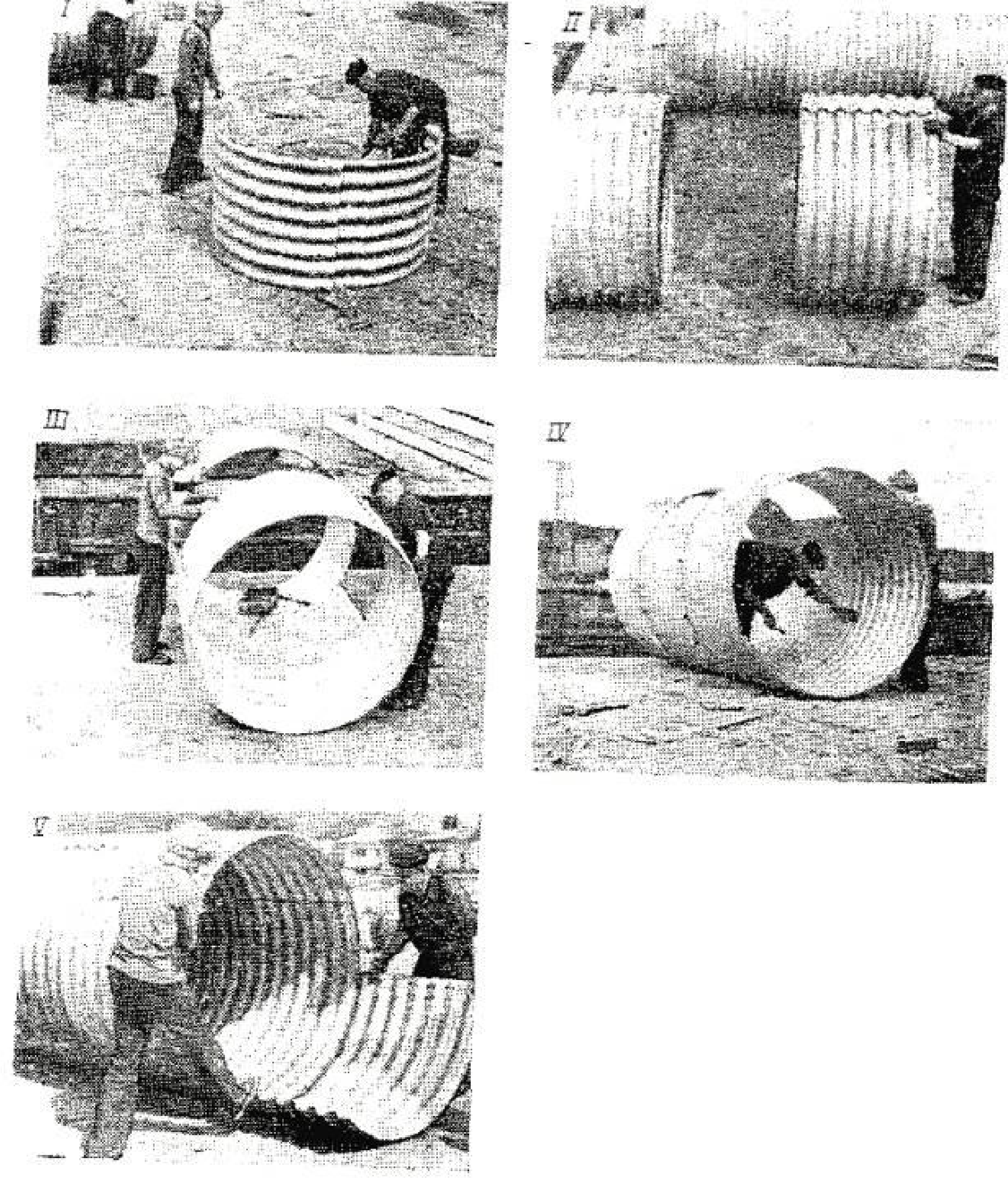
Рис.2 Последовательность монтажа труб по второй схеме
Раскладка листов — сборочные чертежи
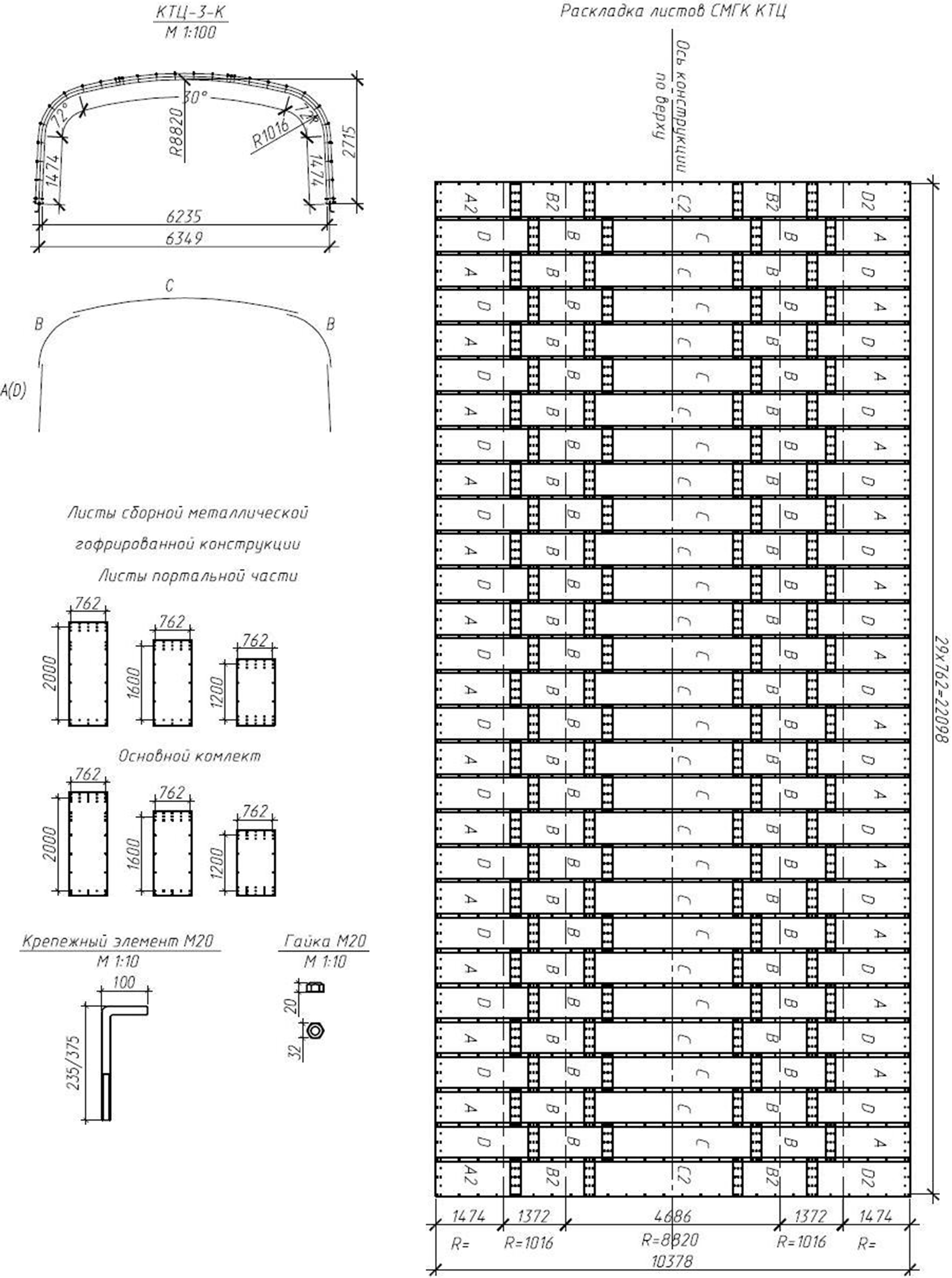
СТО 05765820-001-2014
СТО 05765820-003-2014
СТО 05765820-004-2014
Памятка по монтажу спиральновитых гофрированных металлических труб
Спиральновитые гофрированные металлические водопропускные трубы (ГСМТ) на протяжении последних лет активно применяются в дорожном, гражданском и гидротехническом строительстве. По нашему опыту, наиболее часто ГСМТ находят применений при строительстве водопропускных сооружений. Использование данных конструкций позволяет значительно сократить сроки и стоимость строительства. Сборка спиральновитых труб осуществляется посредством стыковки секций/звеньев оголовочных и средних частей при помощи бандажных соединений. Комплектация труб зависит от спецификации поставки на каждый строительный объект в соответствии с рабочим проектом. В комплект поставки входят непосредственно секции трубы и бандажные соединения укомплектованные метизами согласно ГОСТ. Монтаж секций спиральновитых труб и последовательность стыковки звеньев водопропускной конструкции осуществляется в соответствии с заводской маркировкой.
Маркировка спиральновитых гофрированных металлических труб
ГСМТ маркируются несмываемой краской, маркировка содержит:
- наименование и/или логотип производителя;
- номер заказа (партии);
- наименование/условное обозначение СВМГТ;
- позиция элемента по спецификации;
- дату изготовления.
Маркировка наносится на внутреннюю поверхность секции ГСМТ на расстоянии 200–250 мм от края трубы. Обозначение наносится краской чёрного цвета на изделие с оцинкованным покрытием и белой (желтой) на изделия с полимерным покрытием HDPE.
Пример обозначения ГСМТ:
| № заказа (заводской) | п/п № позиции | Диаметр трубы, мм | Толщина стали, мм | Тип защитного покрытия | Длина трубы, пог.м |
| ↓ | ↓ | ↓ | ↓ | ↓ | ↓ |
| 75/ | 5/ | 1000/ | 2,5/ | Ц HDPE 2/ | 13,5/ |
Маркировка типа покрытия производится следующим образом: Покрытие цинком – Ц, Покрытие цинком и полимером с двух сторон – Ц HDPE 2. Символами А, В, С… обозначается последовательность расположения секций трубы, наносятся с внутренней стороны секции, рядом с основной маркировкой (см. Рис.1).

Контрольная линия с буквенным обозначением стыковки (А,В,С…) соединения наносится с внешней стороны. Надпись наносится маркером или краской черного цвета на секции трубы с оцинкованным покрытием и белой (желтой) на секции с покрытием HDPE.
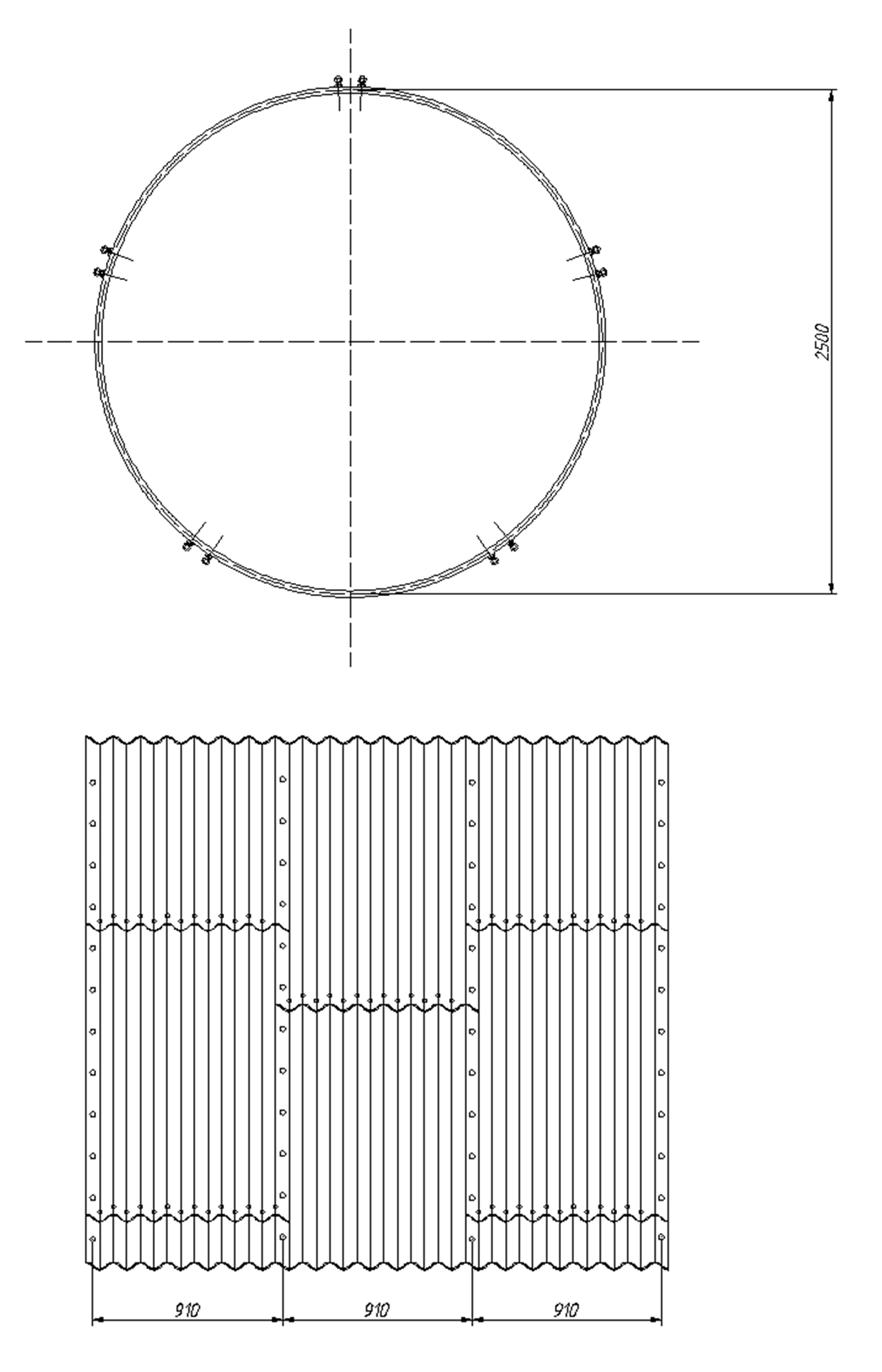
Стыковка и скрепление отрезков ГСМТ

Секции трубы при укладке стыкуются вплотную друг к другу, согласно маркировке. После стыковки секции скрепляются бандажом, который укладывается волна в волну с трубой и имеет маркировку, соответствующую месту стыка.
Бандажное соединение состоит из двух сегментов/ половинок скрепляемых шпильками. Буквенным обозначением стыковки маркируются обе части бандажа.
Упаковка и комплект поставки ГСМТ
ГСМТ поставляются потребителю без упаковки. В комплект поставки входят:
- секции/ звенья ГСМТ;
- бандажные соединения (при наличии в спецификации);
- крепежных деталей бандажных соединений (шпильки, гайки, шайбы);
- вспомогательные устройства (при необходимости);
- документ о происхождении и качестве ГСМТ (паспорт, сертификат);
- свидетельство о приемке техническим контролем;
- инструкция по монтажу (при необходимости);
- инструкция по дополнительному покрытию (при необходимости);
- копия стандарта организации, либо ТУ (при необходимости).
Спиральновитые гофрированные металлические трубы изготавливаются с учетом российских СНИПов и ГОСТов указанных в Федеральном Законе о «Техническом регулировании» №184-ФЗ и согласованы к применению ФДА «РОСАВТОДОР» и ГК «АВТОДОР». Продукция полностью соответствует ТР/ТС 014/2011 «Безопасность автомобильных дорог». Количество поставляемых комплектов определяется в соответствии с проектно-конструкторской документацией, разработанной на основе итпового проекта серии 3.501.3-187.10, утвержденной заказчиком спецификацией и договором поставки. На каждую поставку ГСМТ выдается комплект документов, который включает в себя товаросопроводительную документацию (УПД, транспортную накладную), паспорт качества и сертификат соответствия на трубы и бандажи.
Комплект поставки ГСМТ Ø500-Ø1000мм
| Наименование | Количество | Сертификат ТР ТС | Сертификат ГОСТ Р 58654-2019 |
| Секция гофрированной трубы | См. паспорт качества изделия | ||
| Бандажное соединение к трубе | См. паспорт качества изделия | ||
| Шпилька М12 | 4/бандаж | ||
| Гайка М12 | 8/бандаж | ||
| Шайба М12 | 8/бандаж |
Комплект поставки ГСМТ Ø1000-Ø2500мм
| Наименование | Количество | Сертификат ТР ТС | Сертификат ГОСТ Р 58654-2019 |
| Секция гофрированной трубы | См. паспорт качества изделия | ||
| Бандажное соединение к трубе | См. паспорт качества изделия | ||
| Шпилька М12 | 4-6/бандаж | ||
| Гайка М12 | 12/бандаж | ||
| Шайба М12 | 12/бандаж |
Смотрите также:
- Диаметры гофрированных спиральновитых труб для автомобильных дорог
- Порядок укладки гофрированных спиральновитых металлических труб
- Прайс-лист на спиральновитые металлические трубы
АО «Алексинстройконструкция» » Статьи » Технология монтажа гофрированных металлических труб
Технология монтажа гофрированных металлических труб
Среди разных вариантов использования металла в строительстве, один из самых практичных — изготовление гофрированных конструкций овального и круглого сечения. Трубы, арки и полуарки из оцинкованного листа долговечны и выдерживают высокие нагрузки. Именно гофрированные стенки играют роль демпфера и поглощают энергию, как от механических, так и от термических напряжений.
Круглая в поперечном сечении труба не боится неравномерных нагрузок — они распределяются на всю конструкцию без угрозы деформации. Труба гофрированная металлическая водопропускная отлично чувствует себя под насыпями, мостами, дорожным покрытием. Полностью закрытая щебнем или грунтом она сохраняет свою механическую прочность и целостность на протяжении многих десятилетий. Расчетный срок службы установленной по всем правилам трубы составляет 100 лет.
Применение гофрированных МГК

Технология обработки оцинкованного листа на специальных станках позволяет получить конструкции диаметром от 1 до 12,5 м со стенками толщиной 2,5 …7 мм. Правильно рассчитав соотношение диаметра и толщины, а также шага гофры, инженеры компании «Алексинстройконструкция» разработали широкий ряд изделий для применения в:
- строительстве водоотводных и водопропускных сооружений
- обустройстве путепроводов и подземных переходов
- обеспечении водостока под железнодорожными и автомобильными путями
- возведении мостов
- монтаже быстровозводимых ангаров, складов и зданий другого назначения
Лучше всего гофрированные трубы проявляют свои характеристики в качестве водопропускных сооружений. Они строятся вблизи водных объектов, как искусственных, так и естественных, используются для изменения направления течения небольших рек. Повсюду, где раньше использовались бетонные и стальные толстостенные трубы можно устанавливать металлические гофрированные из листовой стали (МГТ). Перед традиционными материалами они обладают рядом весомых преимуществ — более низкой стоимостью, легкостью перевозки, возможностью изготовить конструкцию точно заданного диаметра.
Также весомое преимущество — простота монтажа. Для установки трубы не требуется арендовать тяжелую грузоподъемную технику, сварочные аппараты и другое сложное оборудование. Достаточно подъемного автокрана и ручного электроинструмента. Важно, чтобы насыпь над трубой была монолитной и хорошо утрамбованной, чтобы не оставалось воздушных карманов, в процессе эксплуатации вызывающих проседание дорожного полотна.
Прилегающие к выходу трубы склоны насыпи защищаются габионными конструкциями. Заливать бетонные оголовки нет необходимости. При правильно рассчитанном угле склона насыпи и грамотно уложенных габионах, конструкция не боится ни паводков, ни ливней, ни замерзания воды внутри. Если монтаж стальных гофротруб выполнен по всем требований технологии, то в дальнейшем уходе водопропускные конструкции не нуждаются, кроме периодической очистки от донных отложений и растительности в русле.
Время работы: 9.30-17.00(Пн-Чт, Пт-до 16.00)
Инструкция по монтажу трубопроводов на фитингах: для водоснабжения, отопления, систем водяного пожаротушения и др.
1. ОТРЕЗАЕМ
2. ВСТАВЛЯЕМ
3. ЗАТЯГИВАЕМ
- Присоедините фитинги к потребляющему оборудованию, используя уплотнительные материалы
- Замерьте необходимую длину трубы
- Отрежьте аккуратно необходимую длину трубы. Проверьте кромку трубы,она должна быть ровной, без заусенцев
- Придайте трубе нужную конфигурацию
- Убедитесь, что гайка фитинга (со стороны присоединения гофры) не затянута-она должна свободно вращаться рукой
- Вставьте отрезанную трубу в фитинг до упора и затяните гайку
- Тщательно обтяните гаечными ключами все соединения
- Обмыльте все соединения и дайте опрессовочное давление, убедитесь в отсутствии протечек