
Внимание!
При эксплуатации гидравлических гильотинных ножниц соблюдение основных правил техники безопасности имеет первостепенное значение для снижения риска возгорания, поражения электрическим током и получения травм. Перед началом работы операторы должны тщательно изучить и усвоить все инструкции, сохранив их для дальнейшего использования.
Операторы должны иметь полное представление об устройстве машины, ее характеристиках и рабочих параметрах, описанных в руководстве по эксплуатации. В сценариях с несколькими операторами назначенный руководитель должен контролировать производство, чтобы обеспечить слаженную и безопасную работу.
Категорически запрещается работать на станке любыми частями тела, включая руки, в рабочей зоне станка. Особенно внимательно следите за тем, чтобы руки не попадали в пространство между верхним и нижним штампами, так как это создает серьезный риск получения травмы.
Смазка должна осуществляться в соответствии с прилагаемой схемой смазки, что обеспечивает надлежащее обслуживание и долговечность машины.
Поддерживайте чистоту и порядок на рабочем месте, включая прилегающую территорию и электрические изоляционные линии. Особое внимание следует уделять тому, чтобы рабочая зона стола была свободна от препятствий, чтобы предотвратить несчастные случаи и обеспечить оптимальный рабочий процесс.
Регулярно проводите комплексные проверки всех компонентов оборудования, чтобы выявить и устранить потенциальные опасности до их возникновения.
Максимальное рабочее давление машины установлено на заводе на уровне 23 МПа. Это значение может быть изменено в соответствии с конкретными эксплуатационными требованиями, но только квалифицированным персоналом с соблюдением соответствующих процедур.
Доступ к электрическому шкафу разрешен только уполномоченному персоналу. Прежде чем открывать дверь шкафа, убедитесь, что выключатель питания находится в положении OFF, чтобы избежать опасности поражения электрическим током.
Этот предупреждающий знак и руководство по эксплуатации являются неотъемлемой частью безопасности машины. Ни в коем случае не удаляйте, не повреждайте и не перемещайте их.

ВВЕДЕНИЕ
Мы настоятельно рекомендуем всем пользователям и операторам тщательно изучить данное руководство по эксплуатации перед началом работы с машиной. Данное руководство предназначено для специализированного и квалифицированного персонала и содержит необходимые схемы и документацию, обеспечивающие безопасное обращение, правильную установку, эффективную работу и эффективное техническое обслуживание гидравлической машины для резки листового металла.
Информация, представленная в данном руководстве, является точной на дату публикации. Однако наша компания оставляет за собой право вносить изменения и улучшения без предварительного уведомления, что является частью нашего обязательства по постоянному совершенствованию продукции.
Правильная установка машины, как подробно описано в данном руководстве, имеет решающее значение для оптимальной работы. Регулярные проверки и тщательное техническое обслуживание не менее важны для поддержания эффективности, точности и долговечности машины. Соблюдение этих рекомендаций значительно продлит срок службы машины и обеспечит стабильно высокое качество продукции.
Необходимо отметить, что неправильная или безответственная эксплуатация гидравлической машины для резки листового металла может привести к непоправимому повреждению оборудования и, что более важно, поставить под угрозу безопасность оператора и окружающего персонала. Протоколы безопасности, изложенные в данном руководстве, должны строго соблюдаться в любое время.
Наша компания снимает с себя ответственность за любые повреждения или травмы, возникшие в результате неправильного обслуживания, несанкционированных модификаций или подключений, выполненных неквалифицированным персоналом. Для сохранения гарантии и обеспечения безопасной работы машины все работы по техническому обслуживанию и модификации должны выполняться уполномоченными техническими специалистами с использованием одобренных деталей и процедур.
Мы настоятельно подчеркиваем важность полного изучения данного руководства, прежде чем приступать к эксплуатации гидравлической машины для резки листового металла. Правильное понимание возможностей, ограничений и техники безопасности станка необходимо для достижения максимальной производительности при сохранении безопасной рабочей среды.
Следуя рекомендациям, представленным в этом руководстве, операторы могут обеспечить долговечность станка, поддерживать оптимальную точность резки и соблюдать высочайшие стандарты безопасности на рабочем месте при изготовлении листового металла.
СТАНДАРТНЫЕ ОСОБЕННОСТИ гильотинных стригальных машин
Этот станок известен своей проверенной надежностью и высокой производительностью при выполнении операций прецизионной резки металла.
Прочная конструкция рамы, изготовленная из высокопрочных материалов, обеспечивает долговременную целостность конструкции и неизменную точность резки в течение длительных периодов эксплуатации.
Инновационная моноблочная гидравлическая система значительно сокращает количество гидравлических трубопроводов, сводя к минимуму возможные места утечек и повышая общую надежность системы и эффективность обслуживания.
Гидравлическая система с двумя насосами обеспечивает быстрое, независимое резание и позволяет изменять давление прижима, оптимизируя производительность резки материалов различной толщины и типа.
Встроенная защита гидравлической системы от перегрузок предохраняет критически важные компоненты от чрезмерных усилий, повышая долговечность машины и безопасность эксплуатации.
Высокоинтенсивная светодиодная подсветка стратегически расположена так, чтобы обеспечить оптимальную видимость зоны реза, повышая точность реза и безопасность оператора.
Точная регулировка зазора между лезвиями осуществляется с помощью удобной индикаторной системы, откалиброванной по толщине материала, что обеспечивает стабильное качество реза при различных размерах заготовки.
Гидроэлектрическая система регулировки угла наклона ракеля позволяет точно настроить угол наклона ножа, минимизируя деформацию материала и максимизируя эффективную производительность станка при резке толстых листов.
Ножи для ножниц изготовлены из инструментальной стали D2 высшего сорта с высоким содержанием хрома и углерода, что обеспечивает превосходную твердость, износостойкость и режущие свойства. Эти лезвия производятся исключительно в Великобритании в соответствии со строгими стандартами качества.
Моторизованный задний калибр с ходом 750 мм оснащен цифровыми показаниями и маховиком точной регулировки, что облегчает точное позиционирование материала и выполнение повторяющихся операций резки.
В электрической системе используются компоненты промышленного класса со встроенной защитой двигателя от перегрузки, что обеспечивает надежную работу и защищает от сбоев в электросети.
1000-миллиметровый рычаг со встроенной шкалой и выдвижным упором облегчает перемещение материала и повышает точность резки при выполнении больших операций с листовым металлом.
Машина поставляется с полностью заправленной гидравлической системой, что позволяет сразу же приступить к работе после установки.
В комплект поставки входит полный набор инструментов для обслуживания, позволяющий осуществлять текущий уход и мелкие настройки для поддержания оптимальной производительности.
Гидравлические гильотинные ножницы УСТАНОВКА
Упаковка и отправка гильотинных ножниц
Все станки тщательно готовятся к отправке: рычаг и ножная педаль надежно закреплены на кожухе, чтобы предотвратить перемещение во время транспортировки. Полный набор рабочих инструментов и подробное руководство по эксплуатации надежно уложены в электрический щит, чтобы обеспечить легкий доступ к ним по прибытии.
Все открытые металлические поверхности защищены антикоррозийным составом, легко удаляемым с помощью соответствующих растворителей или керосина.
Подъем гильотинных ножниц
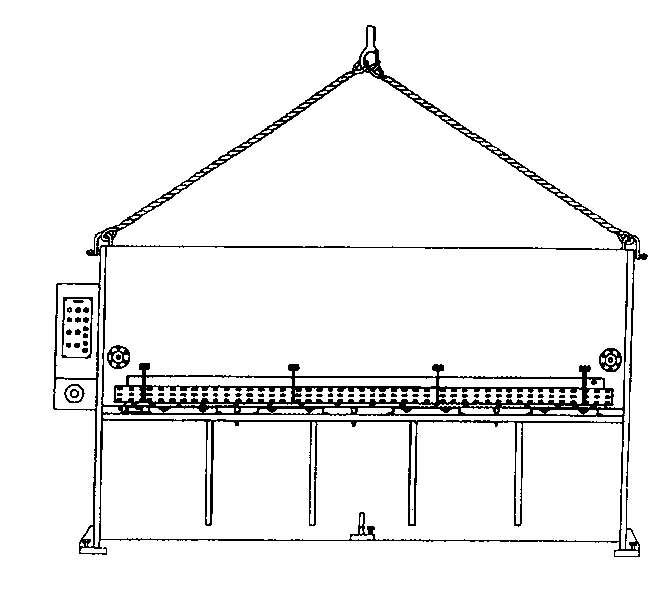
Для безопасного подъема используйте только сертифицированные канаты или цепи с достаточной грузоподъемностью. Закрепите их на двух предусмотренных конструкцией точках подъема, встроенных в раму машины с обеих сторон. Всегда проверяйте, чтобы номинальная грузоподъемность подъемного оборудования превышала вес машины на соответствующий коэффициент безопасности.
Требования к фундаменту
Несмотря на то, что наши ножницы спроектированы для отдельно стоящей эксплуатации, оптимальная производительность и долговечность достигаются при наличии высококачественного железобетонного фундамента. Рекомендуемые технические характеристики включают:
- Минимальная толщина: 150 мм
- Прочность бетона: Не менее 25 МПа (3600 фунтов на кв. дюйм)
- Армирование: Стальная сетка или арматура в соответствии с местными строительными нормами
- Плоскостность поверхности: В пределах ±5 мм на протяжении 3 м
Процедура установки и выравнивания
Точное выравнивание имеет решающее значение для обеспечения оптимальной точности резки и минимизации износа деталей. Выполните следующие действия:
- Установите пять опорных плит (минимальные размеры 150 x 150 x 9 мм) под ножки машины, чтобы распределить нагрузку и защитить пол.
- Используйте прецизионный машинный уровень (точность не менее 0,02 мм/м) на участке прижима плиты.
- Систематически регулируйте выравнивающие винты, проверяя продольную и поперечную оси.
- После выравнивания закрепите машину с помощью безусадочной высокопрочной эпоксидной затирочной смеси. Дайте время на затвердевание в соответствии со спецификациями производителя.
Электромонтаж
Перед подключением питания:
- Убедитесь, что местная электросеть соответствует требованиям по напряжению, частоте и фазе для машины.
- Убедитесь, что кабель питания соответствует местным электротехническим нормам по мощности и изоляции.
- Подключите кабель питания к клемме R.S.T.E., расположенной в левом нижнем углу электрической панели.
- Для оборудования, требующего нейтрального провода (N), убедитесь, что он правильно подключен и заземлен.
- Установите надлежащую защиту от перегрузки по току и, если того требуют местные нормы, блокируемый разъединитель.
Для окончательного подключения и проверки безопасности всегда обращайтесь к лицензированному электрику.
ОБОРУДОВАНИЕ СТАНДАРТНОЕ УСТРОЙСТВО УПРАВЛЕНИЯ
| Кнопка «Пуск | Для запуска главного двигателя и цепи управления |
| Кнопка «Стоп | Для остановки работы главного двигателя и цепи управления |
| Автоматический/ручной режим | Выберите режим работы |
| Селекторный переключатель | В режиме «Авто»: -Функция регулировки угла наклона способна -Возможность использования моторизованного заднего манометра -Возможность управления резкой только с помощью ножной педалиВ режиме Man: -Регулировка угла наклона граблей не функционирует -Моторизованный задний манометр не функционирует -Командная кнопка «↑» или «↓» позволяет поднимать и опускать верхний держатель ножа. |
| Ножная педаль | Нажмите, чтобы дать команду режущему ножу опуститься, и отпустите, чтобы верхний держатель ножа поднялся в режиме AUTO. |
| Осветительный прибор | Рабочая лампа для освещения зоны режущего диска, работающая от однофазной сети 220 В, 50 Гц. |
ЗАПУСК ГИЛЬОТИННЫХ НОЖНИЦ
Подготовка гидравлическая стригальная машина
Снимите рычаг и педаль с защитного кожуха. Установите рычаг с левой стороны (рядом с электрической панелью), прикрепив его болтами к столу машинки для стрижки и двум боковым отверстиям.
ЗАПУСК МАШИНКИ ДЛЯ СТРИЖКИ ОВЕЦ
Нажмите кнопку «START» и отпустите ее. Должен загореться индикатор включения двигателя. Затем переведите селектор режимов из положения ‘MAN’ в положение ‘AUTO’. Через несколько секунд верхний держатель ножей поднимется. Если этого не происходит, это указывает на то, что двигатель работает в неправильном направлении. В этом случае отключите питание, переверните один из двух фазных проводов и снова запустите двигатель. Держатель верхнего ножа поднимется и остановится, когда достигнет конечного выключателя L/S 2.
РЕГУЛИРОВКА УГЛА НАКЛОНА ГРАБЛИНЫ
Установите селекторный переключатель в режим ‘AUTO’. Регулировка угла наклона граблей доступна только в этом режиме.
Нажмите кнопку «угол +», верхний держатель ножа должен подняться на 3 градуса (должны загореться три лампочки) и остановиться, когда достигнет конечного выключателя L/S 7.
Нажмите кнопку «угол -«, верхний держатель ножа должен опуститься на 1 градус (загорится одна лампочка) и остановиться, когда достигнет конечного выключателя L/S 5.
Вышеуказанное подтверждает, что система регулировки угла наклона граблей работает правильно.
УСТАНОВКА КРОНШТЕЙНА
Запустите двигатель и удерживайте его в режиме AUTO.
Нажимайте кнопку «угол -«, пока угол наклона не уменьшится до 1 градуса, и остановитесь, нажав на конечный выключатель L/S 5.
Переключите селектор в режим ‘MAN’.
Нажмите кнопку «↓», верхний нож опустится и пересечется с нижним. Убедитесь, что точка пересечения находится примерно в 300-400 мм от начала разреза (LHS).
Используйте надежный трехгранник для измерения относительно верхнего лезвия, чтобы отрегулировать квадратность кронштейна с помощью двух боковых болтов и гаек.
РЕГУЛИРОВКА ЗАЗОРА МЕЖДУ ЛЕЗВИЯМИ
На задней части машинки для стрижки овец с обеих сторон расположены два уровня регулировки зазора между ножами, оба с указанием толщины листа. На заводе при поставке они устанавливаются в самое низкое положение, которое подходит для резки листов из низкоуглеродистой стали толщиной 5-6 мм (1/4 дюйма). Чтобы отрегулировать настройки, потяните за стопорную втулку и поднимите вверх до положения 1 мм. Установить его в верхнее положение (1 мм) будет тяжелее, чем в нижнее (6 мм), из-за натяжения пружины. Обе стороны регулировки зазора между лезвиями установлены на заводе и должны иметь одинаковое натяжение.
MOTORISED BACKGAUGE
Установите селекторный переключатель в режим AUTO, моторизованный задний калибр работает только в этом режиме. Завод-изготовитель точно установил показания моторизованного заднего калибра, и они должны соответствовать расстоянию от заднего калибра до режущей кромки. При нажатии кнопки «+» задняя линейка перемещается назад, показания увеличиваются и останавливаются при достижении максимального предела хода L/S 3. При нажатии кнопки «-» задняя линейка перемещается вперед, показания уменьшаются и останавливаются при достижении минимального предела хода L/S 4. На заводе установлена параллельность задней линейки, но при необходимости она может быть откалибрована. Чтобы удалить антикоррозийное покрытие перед резкой, подведите заднюю измерительную линейку к задней части.
ЗАЗОР МЕЖДУ ЛЕЗВИЯМИ
Таблица зазоров между лезвиями
| Быстрая установка лезвия | Clearance | Fили толщина материала | Blade | Clearance |
| Верхняя позиция | 1 — 2 мм | (от 1/24» до 1/12») | 0,05 мм | (0.002″) |
| 2-е место | 3 — 4,5 мм | (от 1/8″ до 3/16») | 0,3 мм | (0.012″) |
| Самое низкое положение | 5 — 6,5 мм | (от 5/24″ до 13/48») | 0,6 мм | (0.023″) |
- Проверьте максимальный зазор
- Установите рычаг зазора между лезвиями в нижнее положение.
- Установите угол наклона в 3 градуса в режиме ‘AUTO’.
- Переключите селектор в режим ‘MAN’.
- Нажмите кнопку ‘↓’, чтобы опустить верхний держатель лезвия вниз, чтобы верхнее и нижнее лезвие перехватывались в точке, расположенной непосредственно перед концом лезвия (RHS)
- С помощью щупа проверьте зазор в точке перехвата, он должен составлять 0,6 мм (0,023 дюйма).
- Нажмите кнопку «↑», чтобы поднять верхний держатель ножа до точки перехвата непосредственно перед началом резки
- Для проверки используйте щуп, он должен быть на уровне 0,6 мм (0,023 дюйма).
- Проверьте минимальный зазор
- Переключите селекторный переключатель в режим ‘MAN’.
- Убедитесь, что рычаги быстрого зазора лезвий установлены во 2-е положение (3 мм). Нажимайте кнопку ‘↓’ до тех пор, пока верхний держатель ножа не опустится в нижнее положение.
- Установите рычаги быстрого зазора между лезвиями в верхнее положение (1 мм). Нажимайте кнопку ‘↑’ до тех пор, пока точка перехвата не окажется в конце реза.
- Выполните измерение щупом, оно должно составлять 0,05 мм (0,002 дюйма). Нажимайте кнопку ‘ ↑ ‘ до точки перехвата в начале реза, выполните измерение, оно должно составлять 0,05 мм (0,002″).
- Внимание
Допускается только опытный и квалифицированный персонал
Проверку зазора между лезвиями рекомендуется выполнять только опытным и квалифицированным специалистам. Также рекомендуется работать вдвоем.
Правильная процедура
Перед началом работы задний манометр должен быть установлен в крайнее заднее положение (максимально выдвинут).
Безопасность превыше всего
Соблюдайте крайнюю осторожность при настройке или проверке зазора между лезвиями, так как неправильное обращение может привести к повреждению лезвий или травмам персонала.
ОБСЛУЖИВАНИЕ
Смазочное и гидравлическое масло
Для этой гильотинной машинки для стрижки овец требуется гидравлическое масло марки 68. Для доливки или замены используйте масло только этой же марки.
- FIAT-HTF 68
- ENERGOL HLP 68
- ESSO NUTO H68
- МАСЛО MOBIL-DTE 26
- РАКОВИНА-ТЕЛЛУС S68
- ТОТАЛ-АЗОЛЛА 68
Программа смазки
- После первых 1500 часов работы замените все масло в машине. Важно слить все масло из масляного бака, чтобы удалить все примеси, которые могли попасть в него во время сборки.
- Замените масляный фильтр на масляный фильтр той же марки.
- В дальнейшем меняйте масло каждые 5000 часов работы.
- Каждые две недели смазывайте все точки смазочных ниппелей на заднем манометрическом узле.
Калибровка заднего манометра
Задний манометр машины был правильно откалиброван на заводе. Однако при необходимости может потребоваться повторная калибровка.
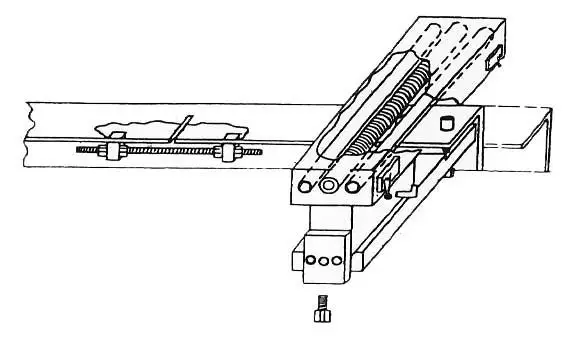
Процедура регулировки параллельности заднего калибра
- Перед выполнением любых регулировок всегда ослабляйте винт M14.
- Чтобы уменьшить размер заднего калибра, вкрутите винт M8, а затем затяните два винта M6.
- Чтобы увеличить размер заднего калибра, выкрутите два винта M6, а затем затяните винт M8.
- После завершения калибровки затяните винты M14.
Лезвие ножниц Процедура замены
- Верхние и нижние лезвия ножниц взаимозаменяемы и идентичны. Установите зазор между лезвиями в наибольшее (наименьшее) положение.
- Переведите машинку для стрижки в режим «AUTO» и отсоедините провода «F» и «S» от клеммной колодки, чтобы предотвратить непреднамеренные команды стрижки во время работы с машинкой.
- Выключите машину. Сначала снимите нижнее лезвие, затем верхнее. Отпустите все маленькие установочные винты на держателе верхнего ножа.
- Очистите лезвия и корпус/посадочное место. Замените сначала верхнее лезвие, затем нижнее.
- При необходимости подтяните маленькие установочные винты на верхнем держателе ножа, чтобы уменьшить зазор между ножами.
- Не забудьте проверить минимальный зазор и при необходимости отрегулировать маленькие установочные винты, чтобы закрыть лезвия.
- Не забудьте вернуть провода «F» и «S» в исходное положение, прежде чем снова вводить машину в эксплуатацию.
ВНИМАНИЕ: Во избежание повреждения ножей ножниц/машины или травмирования персонала эту работу должен выполнять только квалифицированный и опытный персонал.
Шлифовка лезвия ножниц
Лезвие ножниц имеет прямоугольную форму и четыре режущие кромки. Повторная заточка необходима только после использования всех четырех кромок.
ПОМНИТЕ: Шлифуйте только толщину, но не высоту лезвия.
После повторной шлифовки может потребоваться закрыть верхний держатель ножей, затянув стяжной болт, расположенный рядом с рычагом быстрого зазора ножей, из-за уменьшения толщины шлифовки ножей ножниц.
РАБОЧАЯ СИСТЕМА
Гидравлическая система (См. раздел Гидравлический контур — Дрг. 9.1 (b) )
При нажатии и удержании ножной педали на клапаны C и D подается напряжение, в результате чего пластинчатые зажимы опускаются.
Реле давления включает клапан B, который заставляет верхний нож опуститься и разрезать материал.
Когда педаль отпускается в конце резки или в любой момент во время резки, на клапаны A, D и G подается напряжение, в результате чего верхний нож поднимается в верхнюю мертвую точку и готов к следующей резке.
Чтобы увеличить угол наклона, подается напряжение на клапаны D и F.
Чтобы уменьшить угол наклона, подается напряжение на клапаны D и E.
Электрическая система
В режиме Auto контактор R4 находится под напряжением в состоянии покоя.
Когда педаль нажата и удерживается, контактор R1 дает команду на опускание пластинчатых зажимов и лезвия.
При отпускании педали для хода вверх контактор R2 должен быть под напряжением.
Контактор R3 (защита от повторного включения) находится под напряжением, пока педаль нажата во время хода верхнего лезвия вверх, чтобы предотвратить второй ход верхнего лезвия.
Контактор A1 перемещает задний калибр в сторону от режущей кромки.
Контактор A2 перемещает задний калибр к режущей кромке.
Моторизованный задний манометр
Задний калибр служит в качестве измерительного устройства, останавливая разрезаемую пластину при вводе в ножницы. Его можно перемещать с помощью электропривода или вручную, используя пару точных винтов. В станках серии RAS считывающее устройство расположено перед станком и может регулироваться с шагом 0,1 мм. Задняя стопорная планка также может быть выровнена для прямолинейность путем регулировки установочных болтов и контрболта в самой штанге. Необходима регулярная смазка с интервалом раз в неделю.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ГИДРАВЛИЧЕСКИХ ГИЛЬОТИННЫХ НОЖНИЦ
Невозможно запустить стригальный станок
- Проверьте входящее электропитание
- Убедитесь, что аварийный стоп разблокирован.
- Проверьте предохранитель — 3 x 32A, 1 x 10A и 1 x 6A по-прежнему не предохраняются.
- Проверьте выходной сигнал трансформатора
Машинка для стрижки овец не может резать
- Убедитесь, что селектор находится в режиме Авто.
- Убедитесь, что концевой выключатель L/S 2 включен.
- Убедитесь, что двигатель вращается правильно.
- Убедитесь, что кабель ножного лепестка не сломан.
- Убедитесь, что микровыключатель внутри педали работает.
Рам болтает при ударе вниз
- Слишком высокое давление настройки противовеса
- Просто немного отпустите установочный винт, чтобы снизить настройку.
Машинка для стрижки овец работает сама по себе
- Убедитесь, что микропереключатель внутри ножного лепестка не поврежден.
- Кабель ножного лепестка может замыкаться друг на друга.
Предохранитель F2, 10A
- Трансформаторы неисправны, замените их
Предохранитель F3, 6A Предохранитель
- Выпрямитель неисправен, замените его.
Пластинчатый зажим опускается, но верхний держатель лезвия не работает
- Реле давления не работает.
- Возможно, оборван провод к реле давления.
Гидравлические гильотинные ножницы чертежи и список запасных частей
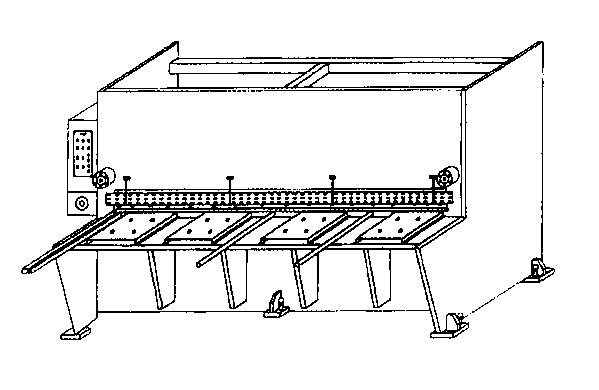
(A) ПЕРЕДНИЙ ВИД
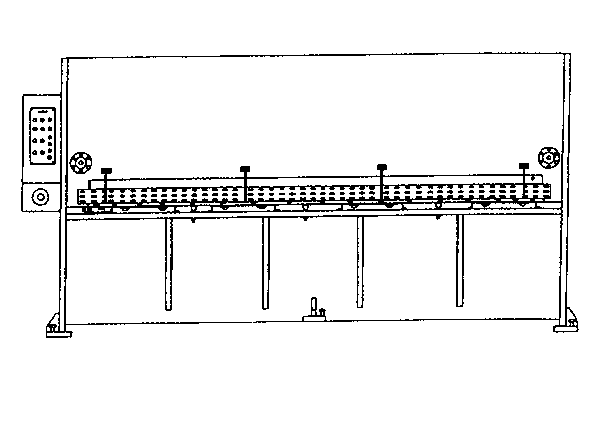
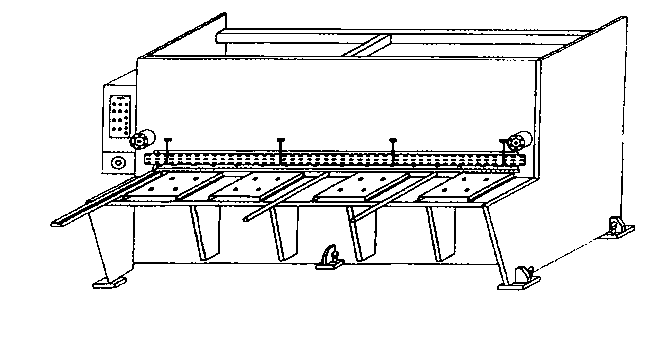
(B) ЗАДНИЙ ВИД
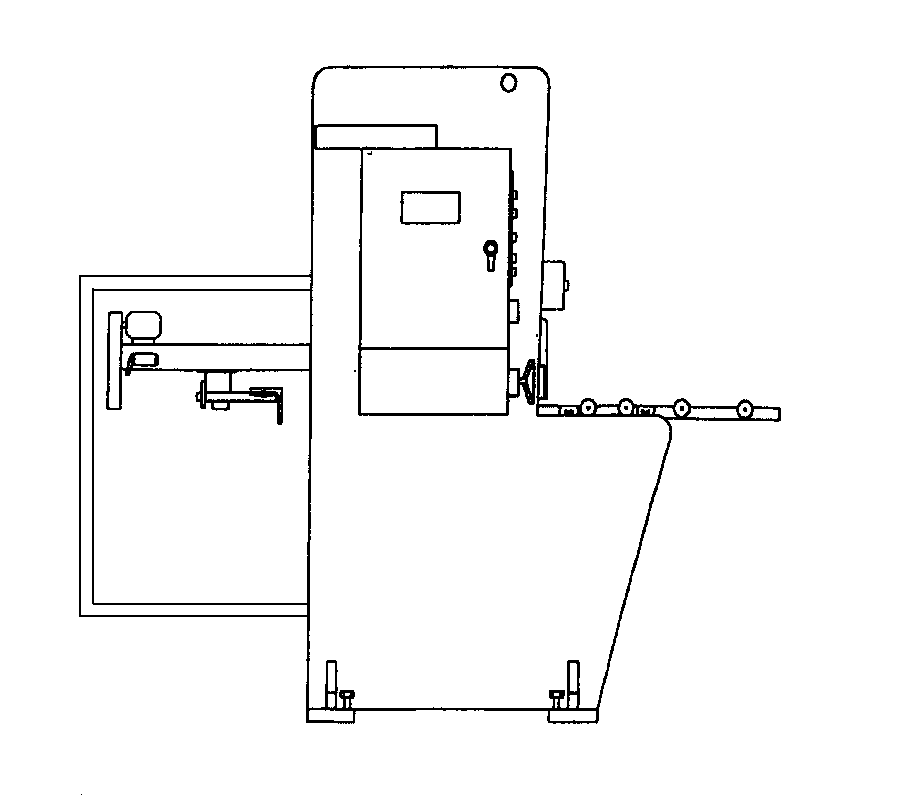
SIDE VIEW
LIFTING гидравлических гильотинных ножниц
PLУСТАНОВКА НИВЕЛИРА
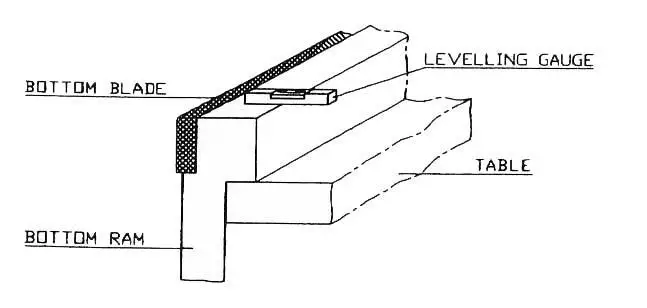
ПРИМЕЧАНИЕ: Убедитесь, что калибр не соприкасается с лезвием, и установите его, как указано выше.
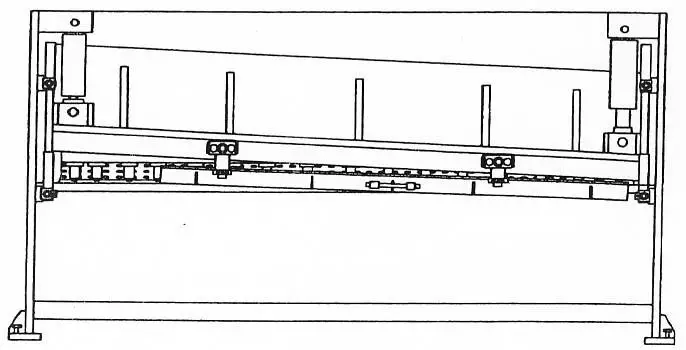
ГИЛЬОТИННЫЕ НОЖНИЦЫ С ЗАДНИМ КАЛИБРОМ В СБОРЕ
SIDE VIEW
ЗАДНИЙ ВИД
> Посмотреть инструкцию по эксплуатации гидравлических ножниц с поворотной балкой
Металлообрабатывающие и машиностроительные предприятия не могут обходиться без эффективного инструмента для резки металла. Иногда приходится проводить манипуляции даже в небольшой слесарной мастерской, и гильотинные ножницы уверенно справляются в различных условиях эксплуатации. Важно лишь знать, как с ними обращаться и не пренебрегать инструкцией по работе на гильотинных ножницах.
Что такое гильотинные ножницы?
Гильотина – специализированное оборудование для разрезания металлических листов. Раскрой может быть, как продольный, так и поперечный, но вырезать с помощью гильотинных ножниц не получится. Длина заготовки практически не ограничена. Конструкция гильотины позволяет выполнить точный разрез без дефектов, защитив верхний полимерный слой.
Основные конструктивные элементы:
- станина;
- ножи.
Станина – две стойки, связанные балкой и траверсами. Она оснащена рабочим столом для подачи металла. Нижний нож, обычно, фиксирован, а верхний установлен на подвижной балке. Оба изготавливаются из высоколегированной закалённой стали. Существуют конструкции с нижним подвижным лезвием.

|
Длина |
110 – 2000 мм |
|
Толщина |
12 – 120 мм |
|
Ширина |
50 – 200 мм |
Таблица 1. Характеристики ножей гильотинных ножниц
Современные гильотинные ножницы оборудуются градуированным упором для серийного разрезания и ограничителем для примерной подгонки размеров.
Отрезанный материал подпадает на возвратный поддон. Дабы станок не перегружался его оснащают предохранительной шпилькой, которая в случае критической отметки срезается, останавливая процесс резки.
Принцип работы гильотинных ножниц
Перед началом работы со станком, необходимо изучить руководство по эксплуатации гильотинных ножниц.
Гильотину использовали ещё в 18-м веке, но применяли лишь как орудие казни. Назначение современных гильотинных ножниц изменилось, но принцип остался. Резка происходит за счёт опускания лезвия, поднятого на определённую высоту.
- Листовой металл попадает на рабочий стол через подающее устройство и выравнивается по упорам и ограничителям.
- Прижимное устройство фиксирует металл, и включается привод (гидропривод, пневмопривод, электропривод).
- Верхний нож опускается и вместе с нижним ножом разрезает материал.
- Конечный материал выбрасывается в лоток.
Инструкция по работе на гильотинных ножницах
Гильотинные ножницы – механизм повышенной опасности, поэтому работать с ним нужно соблюдая чёткие правила, прописанные в инструкции по охране труда. Важно:
- Перед началом работы надеть специальную одежду, убрать посторонние предметы и проверить исправность инструмента.
- При работе на гильотине использовать рукавицы, не совать руки под лезвия и не допускать использования затупленных ножей.
- После окончания работ почистить и смазать станок, снять спецодежду и принять душ.
Это далеко не все пункты инструкции по работе на гильотинных ножницах. Полное руководство по эксплуатации можно посмотреть здесь. Нужно помнить, что каждый станок имеет особенности, поэтому стоит ознакомиться с инструкциями по работе для гильотинных ножниц нужной модели. Они могут отличаться:
- приводом;
- типом ножей;
- допустимым размером листа;
- производительностью;
- мощностью;
- количеством операций.
Процесс разделения металла состоит из резки и ломания. Хорошая гильотина обеспечивает около 90% резки и 10% лома. Так место среза получается ровным и не требует дополнительной обработки. Затупленные ножи или неправильная настройка станка приводит к ухудшению соотношения в пользу лома, создавая грат, о который можно порезать руки.
Виды гильотинных ножниц
По типу привода гильотинные ножницы разделяют на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические;
- комбинированные.
Ручные гильотинные ножницы
Ручная гильотина широко распространена не только на большом производстве, но и в автомастерских и даже домашних гаражах. Для функционирования не нужна электроэнергия, а лезвия справляются с тонким металлом, оргстеклом, пластмассой, резиной и картоном. Идеально подходит для решения бытовых вопросов. В действие приводится путём механического воздействия на рычаг, прикреплённый к лезвию.
Гидравлические ножницы
Распространены гидроножницы на средних и крупных заводах. Высокая точность резки и адаптивность к различным размерам металла сделали такие ножницы довольно популярными. Большие машиностроительные компании тоже отдают предпочтение именно гидравлическим гильотинам с возможностью разрезать металл шириной около 6-и метров и толщиной более 20-и миллиметров. Усилие в 500 МПа прикладывается по всей длине листа. Зазор между ножами регулируется автоматически или вручную. Иногда гидроножницы оснащаются ЧПУ, облегчающим массовое производство, фотодатчиками и защитными экранами.
Пневматическая гильотина
Ни одно крупносерийное производство не обходится без пневматической гильотины. Для её работы задействован компрессор либо центральная магистраль со сжатым воздухом. Высокая точность и скорость работы позволяет в сжатые сроки получить определённое количество качественных деталей. Принцип действия аналогичный гидроножницам.
Электромеханические ножницы
Самый точно способ резки металла достигается с использованием электромеханических гильотинных ножниц. Размеры заготовки высчитываются встроенным компьютером, а нож приводится в действие двигателем. Такие гильотины дешевле гидравлических, но потребляет большое количество электроэнергии, из-за чего используется реже.
Сравнение гильотин
|
Вид |
Толщина металла, мм |
Вид металла |
Предел прочности металла |
Ширина листа, м |
Производительность, ходов/мин |
ЧПУ |
|
Гидравлическая |
0,4 – 40 |
Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь |
До 500 МПа |
1 — 3 |
8 — 20 |
+ |
|
Электромеханическая |
0,25 – 12 |
(тоже, что и выше) |
До 500 МПа |
1 – 3 |
1 – 60 |
+ |
|
Пневматическая |
0,2 – 12 |
(тоже, что и выше) |
До 500 МПа |
1 – 2,5 |
1 – 60 |
+ |
|
Ручная |
0,2 – 1,5 |
Листовая сталь, профнастил, оцинковка, арматура |
До 400 Мпа |
0,1 – 2,5 |
2 – 5 |
— |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.
Подготовка резчика
Перед тем, как вставать за станок, нужно не только выучить инструкцию по работе на гильотинных ножницах, но и пройти специальный обучающий курс по определённому виду гильотинных ножниц, после чего получить разрешение. Каждые 3 месяца резчик обязан повторно проходить инструктаж.
Инструкция по охране труда для резчика по металлу (гильотинные ножницы).pdf
Также на нашем сайте вы можете изучить статьи о сверлильных станках.
1. Общие требования безопасности.
1.1. Выполнять только ту работу, которая поручена администрацией, и при условии, безопасные способы ее выполнения хорошо известны.. В сомнительных случаях обращаться к руководителю за разъяснением.
При получении новой работы (незнакомой), получить у мастера целевой инструктаж по безопасным приемам и методам ее выполнения.
Если необходимо совмещать с основной работой какую-либо другую, освоить её и твердо выполнять требования охраны труда для этой работы.
1.2. Не посещать другие участки без разрешения мастера.
1.3. На территории предприятия и цеха необходимо соблюдать следующие правила:
а) быть внимательными к сигналам, подаваемым машинистом грузоподъемных кранов и водителями движущегося транспорта, и выполнять их;
б) не находиться под поднятым грузом и не проходить под ним;
в) не проходить в местах, не предназначенных для прохода и не перебегать путь впереди движущегося транспорта.
Быть особенно внимательным на проездах цеха.
Во время движения электрокара и автомобиля не находиться между ящиками и другой тарой, расположенной вблизи проезда;
г) не переходить в неустановленных местах через конвейеры и рольганги, не подлезать под них, не заходить без разрешения мастера за ограждения опасных мест технологического оборудования и электрооборудования;
д) не прикасаться к неизолированным или неогражденным токоведущим частям электрических устройств (контактам, патронам, электропроводам, кабелям, шинам, клеммам и т.д.); не открывать дверцы электрораспределительных шкафов (сборок); не класть в них рукавицы, перчатки, пищу, посуду и др.; не снимать ограждения и защитные кожухи с токоведущих частей оборудования;
е) не включать и не останавливать (кроме аварийных случаев) машины, механизмы и станки, работа на которых поручена администрацией.
1.4. Проходя мимо или находясь вблизи от рабочего места электросварщика, не смотреть на электрическую дугу (на пламя электросварки).
Невыполнение этого требования может привести к серьезному заболеванию глаз и потери зрения.
При работе около электросварщика потребовать ограждения места сварки ширмами или щитами
1.5. Не курить вблизи ацетиленового (газосварочного) аппарата, не подходить к нему с открытым огнем, так как это может вызвать взрыв. Также нельзя курить и подходить с открытым огнем к газовым баллонам, легковоспламеняющимся жидкостям и материалам и к окрасочным камерам.
1.6. Находясь около кислородных баллонов, не допускать, чтобы на них попадало масло, не прикасаться к ним руками, загрязненными маслом, так как соединение даже незначительной доли масла (жира) с кислородом может вызвать взрыв большой разрушительной силы.
1.7. Если на высоте работают люди, обходить эти места на безопасном расстоянии.
1.8. При неисправности электрооборудования вызвать электромонтера. Самому устранять неисправности не разрешается.
1.9. Не мыть руки в масле, керосине, бензине и не вытирать их концами обтирочного материала, загрязненными стружкой.
1.10. Не стирать спецодежду в бензине, керосине и различных растворителях – это опасно для здоровья и может привести к пожару.
1.11. Несоблюдение инструкции по охране труда является нарушением трудовой и технологической дисциплины.
Лица, нарушающие инструкцию, несут ответственность в дисциплинарном или административном порядке в зависимости от характера и последствий нарушения.
2. Перед началом работы
2.1. Привести в порядок свою рабочую одежду; застегнуть обшлага рукавов и все пуговицы, надеть головной убор.
2.2. Убедиться в хорошей уборке рабочего места, на полу не должно быть обрезков, материала и каких – либо других предметов, мешающих работе, пол должен быть исправным и нескользким.
2.3. Подготовить исправный и устойчивый инвентарь для укладки листов и нарезанных заготовок (столы, этажерки и т.п.), а также тару для обрезков.
Листы, подлежащие раскрою, необходимо располагать примерно в одной плоскости со столом ножниц и невдалеке от них.
2.4. Протереть арматуру и лампы местного освещения и отрегулировать местное освещение так, чтобы рабочая зона была хорошо освещена и свет не слепил глаза.
При пользовании переносной электролампой проверить ее исправность, целостность рукоятки и изоляции проводов, наличие сетки.
Лампы местного освещения и переносные лампы должны питаться током напряжением до 36 В.
2.5. Проверить, достаточно ли в масленках масла для смазки трущихся частей.
2.6. Осмотром убедиться в исправности силовой электропроводки и ограждений других частей, находящихся под напряжением, а также в отсутствии обрыва проводника защитного заземления.
2.7. Убедится в наличии и надежности крепления ограждений всех движущихся частей передаточного механизма приводных ножниц (шкивов, ремней, шестерен, маховиков валов), а также предохранительных линеек или подвижных ограждений прижимов и ножей.
2.8. При педальном включении проверить наличие щитка, ограждающего педаль сверху. Опробовать усилие нажатия на педаль: оно должно быть не очень слабым, но и не сильным (2,5-3,5 кг).
2.9. Проверить крепление и правильность установки ножей в соответствии с толщиной и твердостью материала, подлежащего раскрою, а также правильность их заточки.
2.10. На механических ножницах проверить на холостом ходу отсутствие сдвоенных ударов (исправность муфты включения), а также надежность работы тормоза.
На ручных ножницах проверить положение противовеса: он должен препятствовать произвольному опусканию рычага — ножедержателя вниз и возвращать его в верхнее положение при отпускании рычага.
2.11. Закрепить жестко упоры, фиксирующие разрезаемый лист в соответствии с предстоящей работой.
Длина нарезаемых полос должна быть меньше расстояния между направляющими стержнями упора.
2.12. Удалить со стола ножниц инструмент и другие предметы.
2.13. Проверить исправность заземления, крепление электродвигателя, наличие ограждения, пусковых кнопок.
2.14. Приготовить необходимый во время работы инструмент, предусмотренный технологией, проверить его исправность и расположить на специальной тумбочке вблизи ножниц в порядке, удобном для пользования.
2.15. Проверить исправность работы фотореле.
2.16. Включая станок, предупреди своего напарника по работе.
2.17. После пуска станка необходимо некоторое время поработать вхолостую, установить, нет ли посторонних шумов и помех в работающем станке.
2.18. При обнаружении любой неисправности станок немедленно остановить и доложить мастеру.
3. Требования безопасности во время работы.
3.1. Быть внимательным, не отвлекаться на посторонние дела и разговоры, не отвлекать других.
3.2. Делать только ту работу, которая поручена администрацией.
3.3. Все операции с листовым материалом – транспортировку, укладку, подачу к ножницам, сбор, сортировку и удаление обрезков – производить только в исправных рукавицах.
3.4. Листовой материал, подлежащий разрезке, надежно укладывать на специальные столы или подставки ровными стопками.
3.5. Не допускать скопления у ножниц нарезанных заготовок и обрезков. Следить, чтобы обрезки не попадали под пусковую педаль.
3.6. Не класть на стол или станину инструмент или какие-либо другие предметы.
3.7. Не работать с ножницами, смазанными жиром или маслом. Ножи должны быть сухими: при загрязнении протирать и очищать их от окалины специальными щетками или кистями. Ножницы при этом должны быть отключены.
3.8. При загибании кромок или обрезании заусениц у разрезаемого листа проверить правильность зазора между ножами и остроту заточки последних при включенном мониторе и надежно выключенном органе включения.
3.9. Образовавшиеся заусеницы удалять зачисткой на специальных абразивных кругах или специальными скребками (у тонкого материала).
3.10. Строго запрещается вводить руки в пространство между ножами при включенных ножницах.
3.11. Запрещается резать материал толщиной большей, чем разрешено паспортом ножниц, и разрезать несколько листов одновременно.
3.12. Не снимать упоры, ограничивающие подачу материала, предохранительные линейки и подвижные ограждения ножей и прижимов.
3.13. Следить за исправным состоянием и прочным креплением ножей, периодически проверяя отсутствие ослабления в прижимных болтах; ножи с трещинами, выкрашивающейся режущей кромкой или затупившиеся необходимо заменять.
3.14. Следить за плотным прилеганием полосы и листа к столу ножниц; при обработке листов и полос, превышающих размеры стола, применять специальные приставные подставки и упоры.
3.15. В случае недостаточной устойчивости стола работу прекратить и его надежно установить.
3.16. При резке на ручных ножницах положить на стол лист до упора, одной рукой прижать лист к столу, а другой опустить рычаг – ножедержатель.
Листовые (гильотинные ножницы)
3.17. Строго следить за наличием ограждения прижимов и ножей. Ограждение должно быть сблокировано с выключателем ножниц. Допускается ограждение ножей и прижимов неподвижной предохранительной линейкой, установленной перед прижимом.
Зазор между материалами и нижней гранью линейки должен быть не более 6 мм.
Работать без предохранительных устройств ножей и прижимов, исключающих попадание рук под ножи, категорически запрещается.
3.18. После нажима на педаль немедленно снять с нее ногу.
3.19. Не переводить ножницы на непрерывную работу (самоходом) без разрешения мастера.
3.20. Не поправлять материал на ножницах после нажатия на педаль, даже если он подан неправильно.
3.21. Не работать на ножницах, если после снятия с педали ноги происходит повторное самовключение ножниц.
3.22. При резке листов малого размера и остатков листа подавать материал при помощи специальной накладки, а не руками.
3.23. При включенном электромоторе во время работы приводных ножниц запрещается:
а) облокачиваться на станину и класть что-либо на стол ножниц;
б) снимать или крепить ограждения и предохранительные устройства;
в) проводить смазку, чистку, уборку и ремонт ножниц;
г) надевать приводные ремни;
д) доставать упавшую заготовку или обрезки из мест, где возможен захват одежды или повреждение рук.
3.24. Требовать своевременного удаления готовой продукции и обрезков с рабочего места; при временном хранении нарезаемых заготовок на рабочем месте укладывать их аккуратно.
3.25. Выключать электромотор ножниц:
а) при уходе с рабочего места и других временных перерывах в работе;
б) при уборке, смазке, чистке и ремонте ножниц;
в) при смене ножей, регулировке упоров, прижима, предохранительных устройств;
г) при перерыве в подаче электроэнергии и в случае обнаружения какой-либо неисправности ножниц.
3.26. Применять только исправные гаечные ключи, соответствующие размерам гаек и головок болтов (не применять прокладки между зевом ключа и гранями гаек).
3.27. Не допускать на свое рабочее место лиц, не имеющих отношение к порученной работе, и без разрешения мастера не доверять ножницы другому рабочему.
3.28. При работе с учеником, обучать его безопасным приемам работы и следить за их выполнением.
3.29. Запрещается на ножницах НГ-30 подлезать под прижимную траверсу.
3.30. Отрезанные заготовки убирать из-под ножа, только специальным толкателем.
3.31. Не допускать резать на гильотинных ножницах доски, плиту, бруски и другие посторонние предметы.
4. По окончании работы.
4.1. Выключить электромотор и запереть включающие устройства.
4.2. Протереть ножницы и смазать трущие части. Очистить стол от окалины и масла.
4.3. Привести в порядок рабочее место: сложить в ровные стопки остаток материала, убрать в тару или на предназначенное место обрезки, сдать готовую продукцию.
4.4. Собрать использованный обтирочный материал и сложить его в соответствующую тару.
4.5. Убрать на место ручной инструмент.
4.6. Сдать рабочее место и оборудование сменщику или мастеру, сообщив обо всех имеющихся неполадках в работе ножниц.
5. Меры безопасности в аварийных ситуациях.
5.1. Если обнаружено, что на металлических частях ножниц появилось напряжение (ощущение электротока), мотор работает на две фазы (гудит), заземляющий провод оборван, электропусковые устройства неисправны, прекратить работу и немедленно доложить мастеру о неисправности электрооборудования.
5.2. При несчастном случае немедленно прекратить работу, обратиться в медицинский пункт и одновременно сообщить мастеру о несчастном случае с Вами или товарищем по работе. При необходимости обратиться в поликлинику, получив от мастера направление.
5.3. При возникновении пожара приступить к его устранению при помощи первичных средств пожаротушения. Гасить электроустановки можно только углекислотными, порошковыми огнетушителями или песком.
Гильотинные ножницы представляют собой один из видов кузнечно-прессового оборудования и применяются для производства технологических операций резки или рубки листового и профильного металлопроката. Для предупреждения несчастных случаев требуется соблюдение основных требований, предусмотренных правилами безопасности. Поэтому каждый работник в обязательном порядке должен пройти инструктаж по технике безопасности и получить допуск к работе на станке.
Этапы безопасной эксплуатации
При работе на гильотинных ножницах предусмотрены этапы безопасной эксплуатации оборудования, которые обеспечивают:
- предварительную подготовку;
- выполнение технологической операции;
- заключительное обслуживание гильотины.
Прежде всего, оператор должен находиться в спецодежде, иметь защитный фартук, очки, сухую обувь с нескользящей подошвой (перчатки при работе на гильотине не используют). Необходимо заранее снять все предметы, которые свисают или выступают (кольца, браслеты и пр.). Волосы должны быть спрятаны под головным убором.
Требуется оборудовать рабочую зону ограждениями для предотвращения возможных травм персонала. Эти конструкции нельзя убирать самостоятельно и проводить их замену без ведома специалиста соответствующей квалификации, выполняющего техобслуживание ножниц.
До момента включения гильотины необходимо выполнить проверку качества смазки, целостность и работоспособность узлов. При загрязнении рабочих поверхностей необходимо выполнить их прочистку, а в случае повреждения – произвести замену. Не разрешается запускать гильотину в неисправном состоянии. В случае поломки следует обратиться к специалисту для выполнения ремонта.
Согласно требованиям правил техники безопасности, каждое рабочее место должно иметь достаточный уровень освещенности и быть убранным от загрязнений и отходов, стол и рабочая поверхность должны быть освобождены от излишнего инструмента и приспособлений.

Оснащение ножниц приспособлениями
Для предупреждения случаев неконтролируемого падения верхнего ножа предусмотрены защитные устройства и ограждения. В качестве таких устройств используются уравновешиватели.
Корректная эксплуатация ножниц обеспечивается за счет специальных механизмов и приспособлений:
- для подачи, поддерживания и отведения листов металлопроката;
- линейки для правильности резания;
- упоры, ограничивающей подачу листа;
- прижимов для фиксации;
- механизмов для отключения электродвигателя;
- приспособления фиксирования ножевой траверсы и др.
Для фиксирования обрабатываемого материала используются прижимы, которые выполняются с гидро- и механическим приводом.
Ножницы оборудованы устройством регулирования высоты, учитывая размер листа металлопроката. Оснащение спецпредохранителями блокировки позволяет предупредить ситуацию травмирования рук оператора, попадающих в зону резания.
Отключение двигателя выполняется благодаря установке запирающих механизмов. Они предназначены для того, чтобы исключить доступ посторонних лиц и несанкционированный запуск оборудования.
Меры по предотвращению травматизма
При эксплуатации гильотины необходимо уделять особое внимание на опасные моменты, возникающие в процессе обработки заготовок.
Многие случаи травмирования связаны с порезами и ушибами об острые края режущего инструмента, металлоотходов, образующихся при обработке, попаданием рук в зону резания. Не следует допускать превышение производительных возможностей оборудования, обрабатывая заготовки большей толщины или выполняя обработку в одно время нескольких деталей. Заготовку необходимо надёжно закрепить в станке.
После выполнения технологической операции необходимо провести отключение станка, убрать рабочее место и сдать готовые детали на склад.
[ads_color_box color_background=»#e3f2fd» color_text=»#444″]
Дистанционное обучение по охране труда.
По завершению курсов выдаются удостоверения и дипломы.
Подробней на странице «Обучение по охране труда».
Наш телефон 8-800-775-09-71 Бесплатный звонок по России![/ads_color_box]
Настоящая инструкция по охране труда разработана специально для персонала, работающего на гильотинных ножницах.
-
Общие требования по охране труда
1.1. К работе на гильотинных ножницах допускаются лица не моложе 18 лет, обученные безопасным методам работы, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда, проверку знаний требований охраны труда и медицинский осмотр.
1.2. Работники обязаны ежеквартально проходить повторный инструктаж по охране труда, по профессии и видам выполняемой работы, а также не реже 1 раза в год – периодический медосмотр и очередную проверку знаний требований охраны труда.
1.3. Рабочие обеспечиваются спецодеждой, спецобувью и средствами индивидуальной защиты в соответствии с действующими нормами (костюм хлопчатобумажный, очки защитные, ботинки кожаные с металлическим носком, рукавицы комбинированные).
1.4. В процессе выполнения работ на гильотинных ножницах на работника могут воздействовать следующие опасные и вредные производственные факторы:
- поражение электрическим током;
- недостаточное освещение на рабочем месте;
- повышенный шум и вибрация;
- повышенная температура воздуха рабочей зоны;
- пожароопасность;
- движущиеся и вращающиеся элементы оборудования;
- заусенцы, острые кромки материала;
- падение инструмента, изготавливаемых деталей;
- движущиеся ножи и прижимы ножниц.
1.5. Рабочие должны соблюдать нормы подъёма и перемещения груза вручную. Разовая норма массы поднимаемого и перемещаемого груза вручную до двух раз в час при чередовании с другой работой составляет:
- для мужчин – до 30 кг;
- для женщин – до 10 кг;
1.6. При несчастном случае немедленно оказать первую помощь пострадавшему и при необходимости организовать доставку его в лечебное учреждение, сохранить обстановку какой она была на момент происшествия до начала расследования несчастного случая, если это не угрожает жизни и здоровью окружающих работников и не создаёт аварийной ситуации.
1.7. Нарушение требований данной инструкции и других инструкций по охране труда, влечёт за собой применение мер дисциплинарного воздействия. При нарушениях, влекущих несчастные случаи с людьми или иные тяжкие последствия, нарушители могут быть привлечены к административной, материальной или уголовной ответственности.
-
Требования охраны труда перед началом работы
2.1. Надеть спецодежду, спецобувь и СИЗ, застегнуть обшлага рукавов на все пуговицы.
2.2. Подготовить рабочее место: пол должен быть исправным и не скользким, освобожден от кусков металла, обрезков, других предметов.
2.3. Для укладки листов и нарезанных заготовок необходимо подготовить исправные и устойчивые инвентарные приспособления (столы, этажерки и т.п.), а также тару для обрезков. Листы, подлежащие раскрою, необходимо располагать в одной плоскости со столом ножниц и невдалеке от них.
2.4. Осмотреть силовую электропроводку, провода защитного заземления, убедиться в его исправности. Отрегулировать местное освещение так, чтобы рабочая зона была хорошо освещена, и свет не слепил глаза. Лампы местного освещения должны питаться током напряжением до 42 В.
2.5. Убедиться в наличии и надежности крепления ограждений всех движущихся частей передаточного механизма ножниц (шкивов, ремней, шестерен, механизмов, валов), а также подвижных ограждений прижимов и ножей.
2.6. Проверить наличие и исправность блокировочного устройства откидного ограждения ножей ножниц.
2.7. При педальном включении проверить наличие щитка, ограждающего педаль сверху. Опробовать усилие нажатия на педаль, оно должно быть 2,5-3,5 кг.
2.8. Проверить крепление и правильность установки ножей в соответствии с толщиной и твердостью материала, подлежащего раскрою, а также правильность их заточки.
2.9. Закрепить жестко упоры, фиксирующие разрезаемый лист. Длина нарезаемых полос должна быть меньше расстояния между направляющими стержнями упора.
2.10. Освободить стол ножниц, приготовить необходимый во время работы инструмент, предусмотренный технологией, проверить его исправность и расположить его вблизи ножниц в порядке, удобном для пользования.
2.11. На холостом ходу проверить отсутствие сдвоенных ударов (исправность муфты включения), а также надежность работы тормоза.
2.12. В целях предупреждения несчастных случаев и аварий при эксплуатации ножниц лица, работающие на них, должны изучить устройство, настройку и режим работы ножниц.
2.13. При наладке ножниц должно присутствовать не менее 2- х человек.
2.14. Настройку ножниц для резки полос заданной ширины производить перемещением заднего упора.
-
Требования охраны труда во время работы
3.1. Рабочий обязан работать только на тех ножницах, которые указаны в технологической карте, и выполнять только порученную работу.
3.2. Согласовывать свою работу с подручным рабочим, предупреждать его о пуске ножниц.
3.3. Все операции с металлом производить только в исправных рукавицах.
3.4. Запрещается вводить руки в пространство между ножами при включенных ножницах, резать материал толщиной большей, чем разрешено паспортом, разрезать несколько листов одновременно.
3.5. Запрещается работать с ножами, смазанными жиром или маслом. При загрязнении очищать и протирать ножи от окалины. Ножницы при этом должны быть отключены.
3.6. При загибании кромок или образовании заусенцев у разрезаемого листа проверить соответствие зазора между ножами и остроту заточки их при выключенном двигателе.
3.7. Запрещается поправлять материал на ножницах после нажатия на педаль, даже если он подан не правильно.
3.8. Прекратить работу на ножницах, если после снятия с педали ноги происходит повторное самовыключение ножниц.
3.9. При резке листов малого размера и остатков листа подавать материал только при помощи специальной накладки, а не рукой.
3.10. Резку листов под углом производить по угловому упору, который устанавливается при необходимости на столе.
3.11. Запрещается резка листов максимальной ширины и толщины на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 20% ходов.
3.12. Для резки полос шириной более 1000 мм необходимо убрать задний упор. Упор убирается автоматически, нажатием кнопки с общего пульта управления, при этом необходимо следить, чтобы упор дошел до крайнего заднего положения и поднялся вверх. Возвращение заднего упора вперед то же следует производить осторожно, не включая муфты до тех пор, пока упор займет положение, равное 1000 мм или менее. Во всех случаях перестройку работы ножниц с упором и без упора следует производить внимательно с визуальным контролем положения заднего упора, в противном случае может произойти авария, т.е. поломка заднего упора.
3.13. Запрещается работать на гильотинных ножницах со снятым ограждением прижимов прижимной балки и маховика.
3.14. После каждой смены ножей и каждой регулировки зазора между ножами во избежание аварий необходимо первый ход ножевой балки делать вхолостую на толчковом режиме, строго следя при этом, чтобы подвижной нож не нашел на нож стола.
3.15. Регулировку ножниц производить только при отключенном приводе.
3.16. Во избежание перегрузки и поломки ножниц, которые могут вызвать серьезные аварии, резку листов производить, строго руководствуясь таблицей, установленной на них.
3.17. Смену ножей и ремонт ножниц производить только при снятом напряжении, ножевая балка должна находиться в верхнем положении и быть надежно закреплена. Резка затупленными ножами запрещается.
3.18. При ремонте гильотинных ножниц, ресивер (стяжка) должен быть отключен от воздушной системы, воздух из него должен быть выпущен полностью.
3.19. Перед резкой листа, необходимо очистить его от грязи, снега.
-
Требования охраны труда при возникновении аварийных ситуаций
4.1. При возникновении пожара сообщить руководству и приступить к тушению имеющимися первичными средствами пожаротушения; при необходимости вызвать пожарную бригаду по телефону 101.
4.2. При возгорании электрооборудования, электроинструмента или электрических кабелей необходимо выключить электропитание на силовом щите, приступить к тушению очага пожара углекислотными огнетушителями ОУ-5 или песком. Запрещается тушить электрооборудование водой или другими жидкостями.
4.3. Каждому работнику необходимо уметь оказывать первую помощь пострадавшему:
- при ушибах обеспечить полный покой, положить холод на ушибленное место, при ушибе живота не давать пострадавшему пить;
- при кровотечении приподнять конечность, наложить давящую повязку или жгут, жгут накладывается выше раны, жгут оставляют не более 0,5 часа;
- при переломах наложить шину;
- при термических и электрических ожогах обожженное место закрыть стерильной повязкой во избежание заражения, нельзя касаться руками обожженных участков кожи и смазывать их мазями, жирами и т.д.
- при поражении электрическим током пострадавшего освободить от действия тока, при необходимости провести искусственное дыхание и наружный массаж сердца. Перевозить пострадавшего можно при удовлетворительном дыхании и устойчивом пульсе сердца.
4.4. При несчастном случае оказать пострадавшему первую доврачебную помощь, сообщить о происшествии руководству, по возможности сохранить обстановку, если это не вызовет аварию или травмирование других людей. При необходимости вызвать бригаду скорой помощи по телефону 103 или помочь доставить пострадавшего в медучреждение.
-
Требования охраны труда после завершения работ
5.1. Отключить ножницы от электросети, запереть включающие устройства.
5.2. Протереть ножницы и смазать трущиеся части. Очистить стол от окалины и масел.
5.3. Привести в порядок рабочее место.
5.4. Собрать использованный обтирочный материал в соответствующую для него тару.
5.5. Убрать ручной инструмент.
5.6. Сдать рабочее место и оборудование сменщику или мастеру, сообщить обо всех неполадках в работе ножниц.
5.7. Выполнить гигиенические процедуры.
[ads_color_box color_background=»#e3f2fd» color_text=»#444″]
Дистанционное обучение по охране труда.
По завершению курсов выдаются удостоверения и дипломы.
Подробней на странице «Обучение по охране труда».
Наш телефон 8-800-775-09-71 Бесплатный звонок по России![/ads_color_box]